- [摘要] 本文介绍汇川IS500伺服和PLC在铝电解电容钉卷设备上的成功应用和钉卷设备工艺要求。其中汇川伺服,完全满足高速频繁启停的卷绕工艺,从设备生产效率、应用稳定性和电机发热等诸多方面明显优于国内其他品牌,可与目前市场上主流的日系伺服比拼。经测试,电机的发热表现优于日系伺服的表现。配合我司PLC的高速扫描和多用户中断特色,实现了卷绕的高度一致性。
随着近年来国际信息产业的飞速发展,PC产品和DVD视频等AV产品在家庭中的普及,电源供应市场和主板的更新换代,并且随着科学技术的发展,铝电解电容器的应用领域也在不断的拓宽,如在汽车电子行业的应用。可以预见,铝电解电容器的生产在今后相当长的时间内不仅不会萎缩,而将具有更强的生命力和更广阔的发展空间。
上世纪末,日本、台湾、韩国、新加坡、马来西亚和中国是全球铝电解电容器的主要生产国家和地区。由于成本的压力和市场的变化,世界铝电解电容器制造业以前所未有的速度向中国大陆转移。中国大陆已成为全球电解电容设备制造和产品生产集中地。这将给中国电容器产业带来了巨大市场机遇与挑战。
1铝电解电容设备行业介绍
全国有近六十家电解电容设备配套厂家,2000多电容器生产厂家。该行业延伸到锂电池和LED电子设备,其中部分做电容设备的厂家也有从事锂电池等设备生产。
该行业设备繁多,从电容的卷绕成型,到成品出货,总结起来有近十种。具体有钉机、卷机、含浸机、组立机、套管机、测试机、剪脚机、编带机等,截止至目前我司伺服、变频器、PLC和HMI已经成功应用在钉卷机、含浸机、编带机上,其中整个生产线对电气要求最高的是钉卷机,以下本文重点介绍我司产品在钉卷机上的应用。
2钉卷机工艺介绍
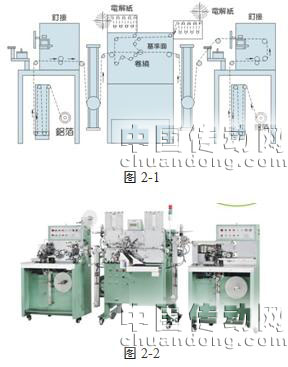
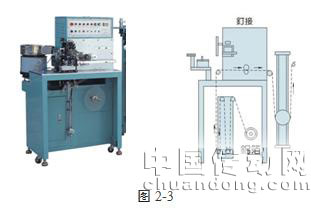
早期钉和卷工艺独立由两种设备完成,随着设备国产化进程,两个动作合二唯一。目前2000型钉卷一体机工艺概率图如下2-1,整机设备如下图2-2。
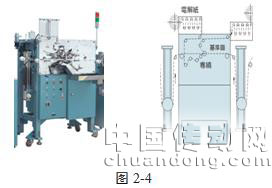
第一部分钉机:给左右送进的正、负箔装钉的辅机,装钉工艺简单,类似普通的送料冲床,其中拉料部分用步进电机完成定长拉料,然后中断装钉,机器如下图2-3。
该处日后的产业升级,有以下两个方面:
拉料步进控制使用伺服取代,实现与钉机高效配合的同步性;
目前被动放料盘,可能会用从动伺服取代,实现与拉料伺服的同步,这其中可能涉及到主从同步,恒张力,卷径计算,PID控制等方面,目前汇川IS500伺服已经完成PID从动放料测试,使用的电子送经非标功能。
第二部分卷机:完成钉针工艺的铝箔,通过传动机构送到主机卷机。卷机由一台1kW主伺服带动凸轮机械结构和一台400W从伺服带动卷针,两者相互配合,在主伺服设计的角度范围内从伺服响应动作,完成生产。凸轮旋转一圈的过程中,具体工艺拆分如下七个循环动作:
正常初卷完成的机停状态,设置为0°参考基点,标配有一个近接开关;
上胶胶卷,速度较高,若钉卷小电容一般点胶水,中大电容均用胶带,对工艺无影响;
胶卷后期切胶,即胶卷收尾,通过磁铁传动切胶(卷大电容,使用胶带时会设计该动作);
切胶后卷轴呈倾斜状,为保证极脚竖直,切胶后设置一个复位动作,完成直脚功能;
然后是短路,通过夹刀短接,测定通否,此过程伺服不转,仅给启动信号,判别成品率;
如此完成一个电解电容制作,下一环节是新的拉料,送铝箔,触发400W伺服初卷动作;
初卷完成时剪刀裁断铝带,进入停机状态,完成一个循环过程。
其中卷针完成复位后的初卷,要求中等速度,主伺服将正、负箔送过去,在合适的卷针角度,从伺服开始卷入绝缘纸带;而总卷要求高速度,其中每个电容所需厚度、圈数由总卷完成;此外最后的尾卷,要求低速度,以方便检针光纤检测到钉针并完成正负箔剪断。经过这几道主要的工序,电容基本完成成型。机器如下图2-4。
卷针细节机械部分,如图2-5所示。

早期机械设置七个同轴凸轮来触发驱动以上七个循环动作,1kW主伺服电机通过蜗轮蜗杆和多个同步带轮传动实现。1kW伺服驱动凸轮轴每旋转一周,七个凸轮依次获得信号一次,触发完成工艺动作。此机械凸轮结构缺点:配合光电传递信号,和PLC时序,做机械响应次序动作的响应较慢,且机械安装、日常调试及售后维护均较繁杂。
目前流行以PLC为主,单一近接作为初始参考点的机械结构。针对此行业具体工艺要求,实现对伺服运动的角度定位控制,来完成凸轮的时序控制,对PLC的高速扫描和多用户中断需求较高。目前配合我司H2U PLC的高速扫描和多用户中断特色,汇川伺服完全满足高速频繁启停的卷绕工艺,实现了卷绕的高度一致性。从设备生产效率、应用稳定性和电机发热等诸多方面,汇川IS500伺服明显优于国内其他品牌,可与目前市场上主流的日系伺服比拼。
此外产量最大的钉卷机是2000型,由两钉一卷三个相对独立的机器组成,需要三台PLC和两台伺服。其中钉机主要是24点的PLC,卷机PLC主要是40点、卷针伺服400W、主伺服1kW。而3000型机器,有单轴伺服配多轴步进的低端设备和独立七轴伺服的高端设备,设备如下图2-6。

值得一提的是各系列设备中多处配置的除尘抽风装机,给生产车间指明发展方向——无尘生产,健康生产。
3 钉卷机电气的要求
该设备对电气控制的要求,随着市场竞争的加剧,也在逐年换代提升。比如原小电容生产速度由70个/min提高到100个/min,如此就给迈入该行业提出了较高的门槛。
拆分每个电容制作,400W卷针伺服需要变速、停止每秒5次以上,卷针伺服加减速很频繁,平均下来做一个电容,卷针伺服加减速7.5次以上。故对于400W的伺服要求较高。伺服除满足此高速响应和稳定性外,该行业对伺服电机的寿命也是很大的考验,主要故障源就在电机轴和编码器。
截止目前,汇川IS500伺服已经成功批量应用于客户端,电机测试磨损完全正常。另外与终端客户的接触中,了解到我们伺服的实际发热稳定温度不到40°。
此外对伺服的性能要求也较高:卷绕工艺中,从胶卷收尾,到卷针复位,再到卷针收回,均只有不到100ms的响应时间,伺服必须在这个时间内完成。同时电容卷绕生产需要电气特性一致性,这个是最大的难点之一。汇川IS500伺服在该行业的应用中,发挥着出色的性能优势。
4 汇川伺服IS500与业内主流PLC(H2U、三菱和西门子)配线
(1)I500与三菱和汇川主机脉冲口接线
备注:
①只需连接一路脉冲输入回路,就OK,电机的正反转通过参数修改;
②报警信号根据客户应用选接(如需其他DIDO配线,参考《IS500伺服驱动器用户手册》-V1.0-Page79页位置控制模式接线图);
③伺服的开机使能通过参数设置。
(2) IS500与三菱定位模块脉冲口接线

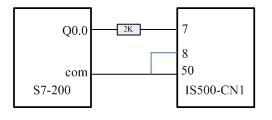
(3)IS500与西门子S7-200(会选配一个接报警信号的拓展模)接线
5 采用汇川系统解决方案优点
- 我司PLC高速扫描时间和多用户中断,配合快速响应性能的伺服,很好满足行业需求,性价比高,做到控制效果好成本低;
- 提供全套产品的打包解决方案,系统配合更紧密,可靠性高;
- 了解行业工艺需求,对打包客户,能做到服务更加专业与高效;
- 汇川做为本土上市公司,能为客户提供持续不断的产品改进、方案优化和客户新设备个性化的需求。
