https://wenku.baidu.com/view/c096314adf88d0d233d4b14e852458fb760b380a.html
百度文库
RIDIC
system
水泥熟料烧成智能控制应用解决方案
V3.0
荣峰正见智能科技
一. 综述
工业人工智能技术(工业AI),是计算机信息理论与物理、化学理论、神经网络技术、仿真技术、控制技术,结合机器深度学习、机器感知、机器预判思想,与非线性模糊数学模型的深度融合而衍生出来的新兴边缘技术。
工业人工智能技术(工业AI),一定会在水泥熟料行业展开更为广域的应用,也必将给行业发展注入新的发展动力。
目前,中国流程型生产行业的生产管理,正在由粗放型向精细化管理转型发展,安全稳定生产、更高质量的生产、节能降耗、减排、降低企业生产成本,已经成为企业管理者都在思考的主流意识,也开始进行大步伐的实践。
水泥熟料烧成企业属于资产类型,设备多,运行状况比较复杂,仅仅依赖人工监管、调度,已经落伍于时代发展的大趋势。而通过实施智能化生产,就可以最大程度的避免因人工操作导致的操作失当,提升操作精准度和及时性,从而提升生产稳定性、降低能耗、稳定排放、最大程度降低生产成本,并确保生产出来的产品质量长期稳定。
水泥熟料生产的企业,在没有使用智能化控制系统之前,基本上都普遍存在这样的症状:
1.
人工监控生产线数据变化,人工操作DCS系统。
2.
仅仅依靠DCS操作员的经验下达操作指令,产品质量、能耗、环保指标、环保用料等也随着操作员的经验起伏不定。
3.
生产设备运行状态靠人工控制,无法达到长期最优状态。
4.
由于是人工操作,原材料使用、能耗、环保等指标几乎是靠经验,无法实施智能化管理措施,生产工艺原地踏步,无法进一步优化。
5.
每年各种资源的浪费损失15%-30%以上。
6.
产线生产不能稳定,产量、质量难以达到理想状态。特别是协同处置危废、固废、液废时,此现象会更加严重,成为水泥生产管理最大的痛点!
本方案就是围绕RIDIC system平台,针对水泥烧成领域而实现的工业级智能化控制全面解决方案。
二. RIDIC system平台
正能51系统平台(RIDIC system) 由荣峰正见(北京)科技有限公司研发,专门为流程型生产企业提供的智能化控制系统。
RIDIC system平台基于工业大数据、神经网络、人工智能、智能化技术,构建企业生产运行的智能工业大脑,达到无人干预的生产运行状态。
RIDIC system平台实现了流程型生产企业复杂工况的智能化控制效果的哥德巴赫猜想,填补了世界级空白。同时,更为企业创造了巨大的经济利益。
RIDIC system经过7年的积累,历经20多条产线的验证,内嵌的控制模型不断夯实,已经成长为一个优秀的系统控制平台。
RIDIC system与企业优秀的工艺经验相结合,两者之间相互促进、相互融合,会帮助企业在生产环节实现可视化的PDCA优化过程。
三. 助力水泥烧成企业战略转型
智能化控制是所有企业发展的必由之路,谁也改变不了的现实与趋势。水泥烧成生产企业,更不会永远踏步,停留在某个技术阶段。
四. 方案提升目标
1.
企业综合年度综合提升价值500万以上。
2.
系统有效率大幅度提升,保持在95%以上。
3.
节煤2%以上。
4.
节省环保耗材(氨水或者尿素)20%以上。
5.
减少操作员95%以上的手工操作。
6.
构建企业工艺PDCA循环优化工具平台。
7.
快速实施,快速见效。
五. RIDIC system解决的问题

六. 系统业务范围
RIDIC system 可以覆盖水泥生产企业全产线,让流程型生产各个环节都能进入智能化控制的新高度。

七. 系统构成
1. 窑专家智能控制系统
稳定烧成系统的生产参数,如分解炉出口温度、篦冷机下压力、冷却风风量等,系统智能化的对料、风、煤发出最优化的操作指令,达到稳定生产、降低能耗、不断提升工艺质量,顺便解决降低操作人员劳动强度。
原理简要说明:烧成系统的控制从分解炉入手。稳定分解炉出口温度,即稳定入窑生料的分解率,为整体窑况稳定保驾护航。操作手法上是通过调节尾煤煤称,来对冲生产过程中因通风量波动,原燃料料流,成分和热值波动,以及各相关设备因起的波动。力求使分解炉这个全窑最大的热耗点维持稳定。同时,还需要同关注分解炉燃烧的周边影响因素,近处如烟室温度及负压,三次风温度,五级(末级)筒出口及下料温度及负压、窑速、窑电流等,以便全面理解当前燃烧的综合情况,远处如罗茨风机风压,2~4级筒的负压梯度稳定情况,2次风温度波动情况等,来提前预判可能存在的设备问题及对分解炉处可能造成的影响。通过机器感知技术,使得操作手法上充分体现预判性,所谓静如处子动如脱兔,发在意先,而不能犹犹豫豫慢半拍,忽上忽下稳定不了。
篦速控制是另一个窑上的操作难点,综合判断当前熟料颗粒度和篦床料层厚度来调节篦速,通过稳定料层厚度,来实现气流及温度稳定。其控制效果向前能稳定二次风温度,进而配合头煤稳定窑内燃烧,向后稳定余热发电产量。此处逻辑虽然简单,但控制却不容易,这是因为沒有好的参照物或标杆。料层厚度并没有直接的测量手段,一般只能采用风室压力或油压的波动曲线的上沿作辅助判断来侧面反应料层厚度的变化情况。还可以从目的反推操作,即结合二次风温度和去窑头锅炉空气温度的波动情况入手,从长期的稳定性上看斜拉链斗提电流的变化也能反应料流的变化情况。工况不稳定时,窑电流的整体变化趋势也能提前反应出料的多少。综上,最好还是结合具体窑上的一线操作工经验,找到相对最适合的参照指标。不同生产线测点安装位置,测量结果准确性都存在差异,最合适的方式不能一概而论。
2. 水泥磨智能控制系统
有效控制水泥粉末的比表面积,让水泥磨永远处于最优化的工况运行状态中。若有在线分析仪配合,控制效果会更加优异。同时,对设备的使用,也起到了持久耐用的作用,极大程度减少了设备故障率。
原理简要说明:水泥磨是常温研磨,一般分初磨和终磨两个闭环子系统,中间通过循环风机调节两侧工作负荷平衡。其控制的关键点就是循环风机,循环风控好,才能稳定及平衡前后两个系统的负荷,负荷越平衡,台时上限才越高,从而充分发挥辊压机和磨主机的能力和潜力,实现台时最大化。高选频率是出口控制,核心是细度达标又不过度粉磨,总给料量是入口控制,好比后勤保障。和分解炉强调预测性的快准手法不同,水泥磨的调节强调稳准,不宜大动作。这是因为料循环周期较长,动作一大容易荡秋千,半个循环饱着半个循环饿着。合理利用好历史数据,叠代分析实时配比变化对易磨性的影响,分析高选调节后对总给料量的影响,最终实现自我完善的智能控制系统。
若加装了颗粒在线分析仪,会让水泥磨的控制效果更好。
3. 原料磨智能控制系统
有效控制原料颗粒大小,让原料磨永远处于最优化的工况运行状态中。同时,对设备的使用,也起到了持久耐用的作用,极大程度减少了设备故障率。
原理简要说明:和水泥磨不同,原料磨的工艺是高温研磨,和煤磨相似,适宜的研磨温度对生产能力的影响十分巨大。因此合理控制好冷热风是提升台时的关键。此处调节手法相对简单,不断分析优化找出不同配比下的适宜粉磨温度是智能控制的持续发力点。
4. 煤磨智能控制系统
有效控制煤粉颗粒大小,让煤磨永远处于最优化的工况运行状态中。同时,对设备的使用,也起到了持久耐用的作用,极大程度减少了设备故障率。
5. 脱硫脱硝智能控制系统
结合窑系统中的各项参数,通过系统的预测模型,对NOx/SO2进行智能化调节,确保排放达标的情况下,节省氨水/尿素用量。
原理简要说明:氨水调节是控制NOx排放达标的普遍手段。即要减排,又要节约是此处的控制要点。最理想的效果是要压着环保线,实现刚刚不超标的效果。控的准所谓指哪打哪是衡量控制水平的依据。NOx主要产生于高温火焰部位,将集中的高温火焰分解为多个次高温火焰,通过分散火焰强度的技改降低NOx有不少成功案例。以上主要是说NOx产生的原因和特点,具体到控氨来说,从长期观察来看,一般在分解炉出现温度快速上升时会产生大量NOx,即使测量的绝对温度不高也是一样,而反之温度快速下降则NOx会大幅下降。可以说NOx总伴随升温出现特别是急剧升温,温度平稳时相对少一些。因此控氨从分解炉入手具有很高的预判准确性。可以说NOx大量产生和温度剧升都是局部高温火焰集中或爆燃的外在表现。另一个要点是把氨水调节手法和环保小时均值再结合起来还有进一步节约的潜力。
可以看出,氮氧化物的排放控制又与分解炉出口温度的控制密切相关。
6. 余热发电智能控制系统
通过对余热发电各项参数的控制,如:主汽温度、加减温,让发电机组平稳的工作,达到提高余热转换效率率的目的。
7. 移动监控系统
产线生产参数实时的反馈到移动设备,如手机/PAD上,让管理者无论在什么地方,都可以随时了解产线运行状态。
八. 核心技术
RIDIC system系统平台所有核心技术,均属于本公司自我研发,知识产权完全归属本公司。RIDIC system系统平台内,未使用任何第三方商业应用插件。
水泥熟料企业的生产过程往往是一个连续性、大滞后、大惯性的处理过程,甚至伴随有物理、化学反应等过程,生产工艺、生产工况非常复杂。即使是相同类型企业,其生产工艺、生产工况也会存在较大差异。在生产工艺方面,相关生产参数之间存在非线性持续变化且相互影响的特性。
为了满足处理上述状况的需要,针对性的解决问题,所以本系统平台采用了以下关键核心技术:
1. 前馈神经网络技术
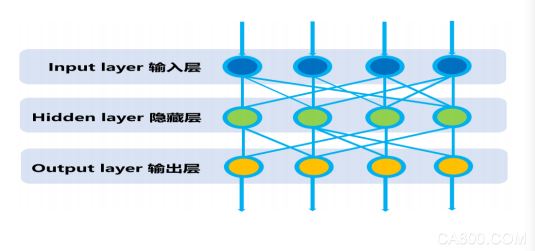
RIDIC system系统采用前馈神经网络系统控制目标参数的趋势预测分析。典型的RBF(Radial Basis Function)网络由三层组成:一个输入层,一个或多个由RBF神经元组成的RBF层(隐含层),一个由线性神经元组成的输出层。如下图:
2. 人工智能模拟技术
RIDIC system系统采用了多层嵌套智能控制模型,实现了对人工操作行为的全息模拟,而不是简单的停留在用人工智能技术简单的分析输入输出等相关参数的数值关系层面。
根据RIDIC system控制模型,系统平台通过预测式超前控制,大幅调节和小幅逼近相结合的方式让生产线运行逼近最优。
在工况相对稳定时,系统将识别为稳定状态,此时的实际控制效果与传统人工智能控制效果类似,主要由小幅逼近方式逐渐逼近最优控制目标;在工况发生大幅波动时(系统外部干扰因素所致)系统将识别为不稳定状态,此时将以人工操作经验模型为主要依据,并预测被控参数的未来短期变化,实现预测式大幅调节。这种预判,由于不能全面预测外部干扰因素的所有可能变化,因此存在少数误判可能,此时可以根据实时数据波动情况来对比曾经作出的预测值,通过操作控制进行适量补偿修正。通过操作控制曲线可以看到,本系统的操作手法与人工操作手法具有极高的相似度,而其在操作时机和操作精度的把控上远远优于人工。
3. 实时数据清洗技术
系统采用了特有的实时数据处理机制,对数据进行ETL处理后加以应用,数据处理效率达到毫秒或者秒级。工业控制中很多数据的发生可能是无效的。无效的数据控制信息,可能对生产作业系统产生副作用。把“脏数据”清洗干净,或者把“不成型”的数据成型,可以非常准确的反馈到生产设备的控制上。
4. 控制数据关联匹配技术
生产设备很多控制数据由于滞后等原因,相互之间的关联可能不在一个时间轴上。只有把多设备、多控制点数据按照业务合理对接起来,让设备不同的时间点上的数据相互关联,然后判断出如何向设备发出正确的指令,才能发挥设备最优特性。
5. 平台化设计思想
RIDIC system智能化系统是一个充满活动思想的控制系统。平台内提供的五大人工智能控制模型,把流程型生产企业生产环境参数的即时变化全部覆盖。
RIDIC system系统与工艺分离的设计策略,让RIDIC system能够适应更多领域的应用。RIDIC system加载了什么行业的工艺,就会成为这个行业的专有智能化控制系统。
系统全面采用平台化设计,全面支持所有流程行业基于DCS系统的应用,动态增加控制节点,动态增加控制模块,动态自我优化调整。
自动支持各种网络结构(以太网、总线网、星型网),自动支持各种网络通信协议。
九. 系统平台特点
1. 实施部署快速
采用平台化设计,使得现场部署实施极为便利简洁。施工现场无需修改任何系统代码,直接适配即可应用。更不需要产线停产,达到开着跑车换轮胎的技术效果。
2. 追求最优生产操作实践
RIDIC
system采用人工智能模拟自动调节,其算法是基于对人工的优秀操作实践的学习,全程模仿人工进行操作控制的一种技术。并且可以针对性,自我优化操作指令。让生产系统始终处于相对最优的运行状态。
3. 追求最优生产精度
RIDIC system系统平台与人工操作中控DCS系统对比而言,基于人工智能的电脑自动调节手段会更加客观和精准,永远不知疲倦,不会主观臆断,因此它就像一个不知疲倦的优秀中控室操作员一样可以将每个操作步骤精确到毫秒或者秒级,操作精度达到小数点后12位。
4. 追求调节手法更高效
相比常见的PID调节以及一般性的模糊控制而言,RIDIC system系统的操作能够更好的基于对生产参数变化的预判来进行工作,而不是简单意义的增减控制,其操作有效性、稳定性和正确率更高。基于系统自动预判而进行的超前调节的调节手法,可以更高效的使生产状态趋于稳定。
5. 生产指令操作可逐步优化
相比神经网络模糊控制的自控系统,RIDIC system系统的人工智能控制算法不仅是对自控控制目标的被动跟踪,而且还实现了对最优化人工操作手法的模拟,因此更加高效。从控制曲线来看,在本系统的算法指导下的控制参数实时曲线既有类似人工操作的较大幅度增减控制(在曲线上呈现为方波),以便于在生产环境不稳定时快速稳定工况;又能够小幅缓慢调节(在曲线上呈现为圆滑波形),以便于在生产相对稳定时精准控制逼近最终控制目标。
6. 预警与报警
RIDIC system系统平台可以根据需要,设置不同的预警或者报警界限参数,便于中控室操作员即时的处理设备异常突发状况。状况提前预判,是流程型生产作业必须引起重视的核心。让系统平台来处理,更加有效、及时。
7. 更快的适应生产工艺变化
无论什么类型的流程型企业,在其生产经营活动中,无论出于什么原因,经常会发生生产工艺的调整。RIDIC system系统平台配合工艺人员以不会超过2小时的时间完成工艺调整;以不超过24小时完成工艺的进一步优化,从而达到产线的最优稳定。
8. 为ERP系统、MES系统提供丰富的接口
企业生产数据如需与ERP系统、MES系统动态对接,本平台可以提供丰富的接口模式。
同时还为企业提供所需要的生产日报、月报报表。
9. 难以超越的技术应用
RIDIC
system系统在智能控制领域的这些特点目前在国内的同类自控系统中是独一无二的。
十. 技术优势
1.
独一无二的人工智能AI技术路线。
2.
只需要有DCS系统在运行,无需设备改造,可以立即实施,见效快。
3.
机器学习向机器感知升级,系统只需要15天即可达到学习6个月的效果。
4.
系统感知灵敏,自我进化,自我优化。无惧设备大修后带来的重新学习不良后遗症。
5.
系统执行有效率达到95%以上。先稳产,再高产。
6.
产线运行曲线平滑、逼近直线。高稳定性、高可靠性。
7.
满足工艺不断深化、优化的运行条件。
8.
最优化的解决节能、降耗、减排。
9.
给水泥熟料生产企业打造一个基于工艺不断改进完善的操控平台,让企业顺利实施工艺改进的PDCA循环。
十一. 产线运行有效率
1. 有效率
产线运行在目标工艺区间内的累计时间,与产线运行总体时间之比,为有效率。
有效率可以针对系统运行进行科学的评价。比如:分解炉出口温度目标控制在正负10℃范围内。
2. 优秀率
在产线运行有效率的基础上,再进一步制定产线运行优秀率。优秀率是水泥烧成企业工艺不断优化的象征。如:分解炉出口温度在正负5℃的范围内比率是多少?环比增长了多少?
这个机制让水泥烧成企业可以有条不紊的进行工艺的迭代优化。
十二. 系统平台智能控制模型

RIDIC system系统平台中的智能控制模型,均是荣峰正见公司经过七年多的艰苦探索积累下来的,知识产权完全自我。这些智能控制模型,经过20条产线的验证,充分验证了其实用性。可以说,真正填补了国内工业智能动化控制的空白。同时,也为今后荣峰正见公司的发展起到了至关重要的作用。
十三. RIDIC system系统平台与DCS系统之间的关系
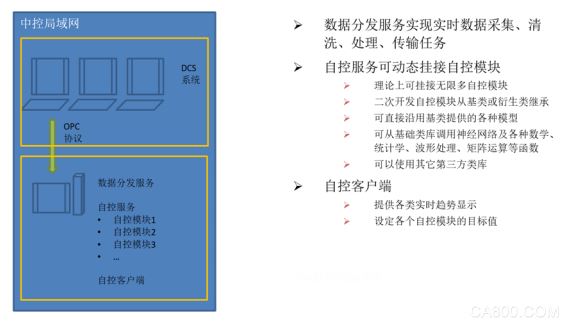
RIDIC system是构建在DCS系统之上的智能自控系统。一方面,通过OPC协议,RIDIC system向DCS系统发设备操作指令。另一方面,RIDIC system通过OPC协议,获取设备参数状态信息集合。
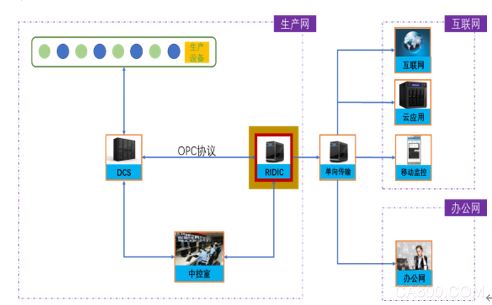
网络架构拓扑图
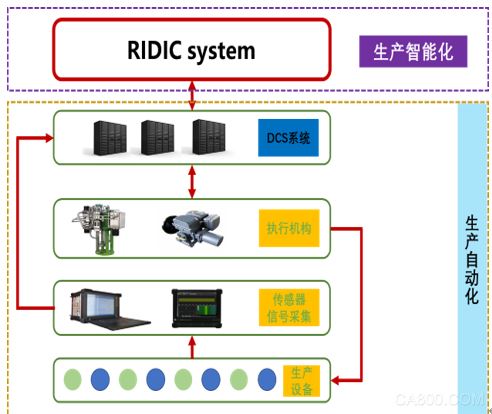
应用逻辑区分图
十四. RIDIC system的角色
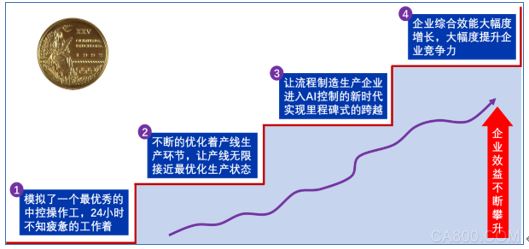
1. 模拟了一个最优秀的中控操作工,24小时不知疲惫的工作着。
2. 不断的优化着产线生产环节,让产线无限接近最优化生产状态。
3. 让流程制造生产企业进入AI控制的新时代实现里程碑式的跨越。
4. 企业综合效能大幅度增长,大幅度提升企业竞争力。
随着时间的推移,RIDIC system系统平台,会潜移默化的改变企业的若干方面,让企业效益不断攀升。
十五. 企业综合实力的提升
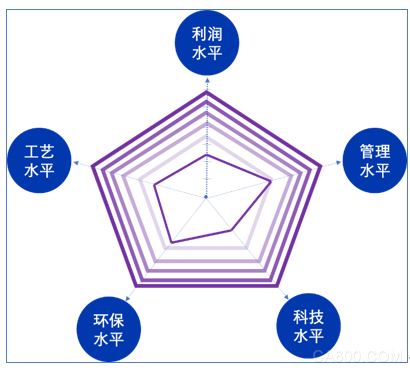
企业的管理水平、利润水平、工艺水平、环保水平、科技水平,这五大经营目标,都会因实施RIDIC system而不断的进行改善、提升。
十六. 系统可靠性安全性
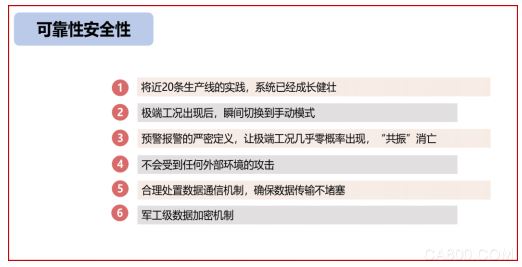
安全生产在任何状态都是第一而且是必须得到保证的。零风险运行,体现着RIDIC system的高可靠性。特别是针对超高温,超高电压、电流、气压等复杂工况,对于系统的可靠性要求,就会更高,必须确保零风险。高可靠性,就意味着整体系统安全性是卓越的。
同时还要确保数据安全。捕捉到每一个数据脉搏心跳,不丢失一个数据,就会直接对产线的安全产生基础保证。
真正拒绝、抵御外界的信息攻击轰炸,使得系统永远万无一失的高效率工作。
十七. 实施与交付
1. 系统实施周期
40自然天内交付使用。
2. 系统验收
甲乙双方确定工艺目标区间。
系统稳定运行满1个月后两个月内,系统初验。
系统稳定运行满3个月后4个月内,系统终验。
十八. 经典案例
1.
阳泉冀东水泥有限公司
实施之前产线问题:
窑况一直起伏不定,如分解炉出口温度波动范围40℃,篦冷机运转效率非常低。生产产量最好状态也达不到设计标准。吨煤耗、氨水消耗均偏高。产品质量也是起伏不定,生料过烧、欠烧现象经常发生。中控操作工水平参差不齐。产线处于长期亏损状态。
客户核心需求:
通过技术改造,扭亏为盈。产品数量、质量大幅度提升。节能、减排、降耗也要同步解决。
荣峰正见与企业的设备、工艺工程师一起合作,第一期实施了分解炉出口温度控制、篦冷机控制、脱硫脱硝控制,窑生产能力从日产6600t/d,到7600 t/d、8200 t/d、8700 t/d、9000 t/d,氨水节省25%。
充分体现了基于工艺改进的PDCA循环的应用效果。直接为企业增加超过3000万的利润。
2.
涿鹿金隅水泥有限公司
实施之前产线问题:
窑况一直起伏不定,如分解炉出口温度波动范围30℃,篦冷机运转效率较低。生产产量一直维持在4500 t/d。增加产量,尝试多次,效果不佳。吨煤耗、氨水消耗均偏高。产品质量也是起伏不定,生料过烧、欠烧现象经常发生。
客户核心需求:
能够为生产工艺不断改进提供稳定的控制平台。
与企业的设备、工艺工程师一起合作,第一期实施了分解炉出口温度控制、篦冷机控制、脱硫脱硝控制,窑生产能力从日产4500t/d,到5000 t/d、5500 t/d、6200 t/d氨水节省20%。
充分体现了基于工艺改进的PDCA循环的应用效果。直接为企业增加超过1000万的利润。
荣峰正见科技智能
2020年10月