一、我国汽车行业产量和分布现状
中国的汽车工业诞生于1953年。毛泽东主席写下“第一汽车制造厂奠基纪念”的题词至今已走过了60年的历程,汽车行业现在已经成为中国经济的支柱产业之一。从汽车产销量来看,中国汽车市场的高速发展改变了世界市场格局,中国汽车市场的年产销量分别由2006年的728万辆和722万辆,迅速上升至2013年的2212万辆和2198万辆。如图一所示。从工业总产值看,1998至2012年间,我国汽车工业总产值从2,787.3亿元增加到3.58万亿元,占全国工业总产值的比重从4.1%提高至4.5%。
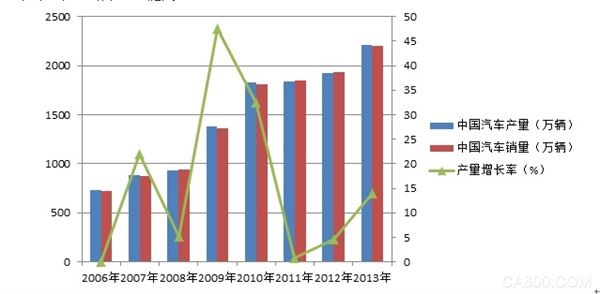
图1 2006年-2013年中国汽车产量
数据显示,汽车产量居前三位的省份为广东省2542909辆、吉林省2342273辆、上海2268857辆,分别占汽车行业全国总产量比重为10.65%、9.81%、9.50%,三地合计占全国比重为29.36%。如图2所示。
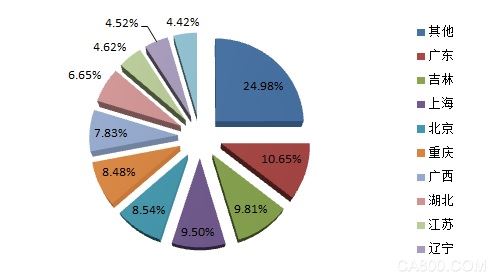
图2 2013年中国汽车行业产量集中度情况
二、我国汽车行业特点
1.依靠合资模式发展
改革开放后,我国正式把汽车工业列为国家支柱产业,并提出引入国外资金和技术力量,以合资的形式发展汽车产业的方针,确定了汽车工业“高起点、大批量、专业化”的发展原则。从此,我国汽车工业走上了合资发展的道路,大众、标致、福特等国外大型汽车企业开始与国内汽车企业对接,陆续成立了一些合资公司。
2.自主品牌发展快速,但与国际水平相比仍有差距
与国外知名品牌相比,我国自主品牌汽车仍然存在技术水平较低,生产企业及车型数量不集中,品牌影响力较小和产品附加值偏低等劣势。
3.消费结构主要以乘用车为主
1980年前后,我国轿车年产量只有约5000辆,大部分的轿车市场需求只能靠进口解决。在确定以合资方式发展汽车产业的方针后,国家把轿车作为发展重点,2005年,我国乘用车销量第一次超过商用车,2014年,我国乘用车产量接近2,000万辆。2006年-2014年,我国乘用车市场的平均增速为20%左右,高于商用车市场9%左右的平均增速。
4.乘用车消费市场以小排量车型为主
随着经济发展和居民生活水平的提高,我国汽车市场的消费结构逐渐改变,汽车产品的消费属性逐渐从以前的奢侈品转变为一般消费品。作为家庭用车,考虑到居民可支配收入水平及油耗的因素,乘用车的车型结构趋向于轻型化、小排量化。
5.汽车零部件本土化
汽车行业具有全球化的特征,自20世纪90年代以来,汽车零部件行业已经形成了全球生产、全球采购的体系,整车生产企业按照一定的原则在全球范围内对汽车零部件实行统一采购。
三、汽车轻量化
1.汽车轻量化对现代汽车发展的重要意义
1.1汽车轻量化能够有效节约油耗和减少排量
据相关资料介绍,一般情况下,车重每减轻1 kg,则1 L的汽油就可以使汽车多行驶0.011 km,也就是说汽车每运行10000 km,就能够节省汽油0.7 L。与此同时,汽车减重不仅减少了油耗,也减少了大气中二氧化碳的排放量,车重减少50%,CO2的排放量就会减少13%。同时也减少了其他有害物质的排放,如氮化物、硫化物等,对提高环境的质量也起到了很大作用。
1.2汽车轻量化能够提高汽车的行驶性能以及安全性能
减轻汽车的质量,可以提高汽车的行驶性能,根据美国铝业协会提出车重每减轻25%,就能够使汽车加速到96.56 km•h-1的时间从原来的10 s减少到6 s[6];减轻汽车的质量,同时可以降低动力和动力传动系统的负荷,能够使汽车在较低的牵引负荷状态下即可表现出同样的或者更好的性能。
2.铝合金材料在现代汽车生产中的应用
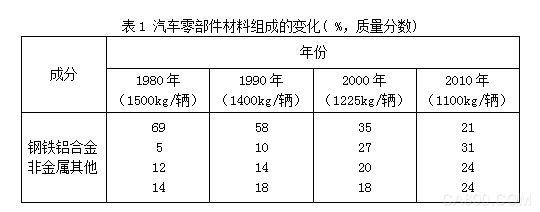
欧美国家的汽车工业很发达,而且很早就开始注重汽车的节能减排以及铝合金在汽车轻量化上的重要作用。奥迪作为第一个真正将铝带入汽车轻量化量产阶段的厂商在1994年就制造出了全球第1辆全铝车表1列出了世界汽车工业在1980、1990、2000、2010年的汽车所用材料的组成比例。由表1可以看出,汽车工业在30年的发展中,钢铁、非金属和其他材料的比例都在不断下降;相反,铝材的比例从1980年的4%提升到了2010年的29%,并还有上升趋势,可以部分替代钢材在汽车上的基础地位。
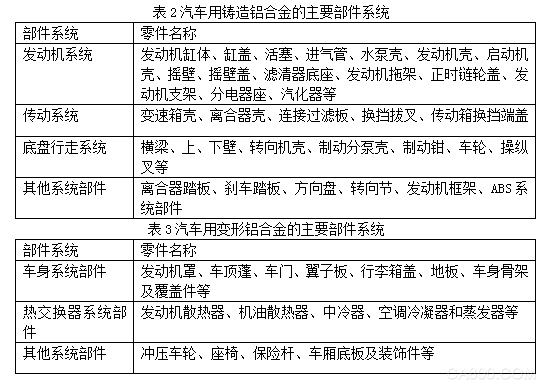
3.用于汽车上的铝合金可分为铸造铝合金和变形铝合金。
铸造铝合金在汽车上的使用量最多,可分为重力铸造件、低压铸件和其他特种铸造零件。变形铝合金包括板材、箔材、挤压材、锻件等。世界各国汽车工业用铝合金材料的品种构成大体是相同
的。其品种构成:铸件占80%左右,锻件占1%~3%,其余为加工材。表2为汽车用铸造铝合金的主要部件系统,表3是汽车用变形铝合金的主要部件。
四、新能源汽车的发展
新能源汽车包括混合动力汽车(HEV)、纯电动汽车(BEV,包括太阳能汽车)、燃料电池电动汽车(FCEV)、氢发动机汽车、其它新能源(如高效储能器、二甲醚)汽车等各类别产品。其中,混合动力汽车、纯电动汽车和燃料电池汽车是中国新能源汽车三大主流发展方向。
2012年我国新能源汽车生产了12552辆,其中纯电动汽车11241辆,插电式混合动力汽车1311辆。2013年中国新能源汽车生产了1.75万辆,其中纯电动汽车14243辆,插电式混合动力3290辆。2014年中国新能源汽车生产了1.75万辆,其中纯电动汽车48605辆,插电式混合动力29894辆。具体情况如图3所示。
五、焊接在汽车上的应用
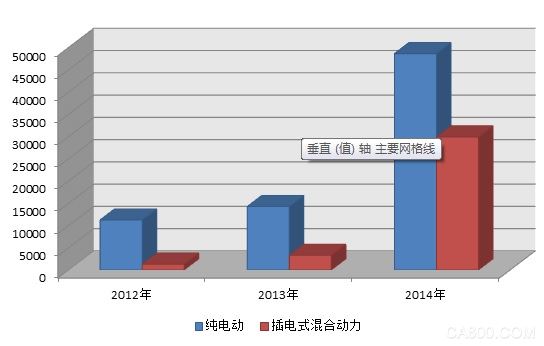
图3 2012-2014年中国新能源汽车产量统计表(单位:辆)
焊接是汽车制造链中的一项重要的加工环节。汽车的发动机、变速箱、车桥、车架、车身、车厢等六大总成都离不开焊接技术的应用。各种焊接方法“覆盖”了从白车身、车架、底盘到悬挂系统、制动系统、转向器、离合器、变速器直至车轮轮圈等部件的成形加工。各类己有的焊接单元技术和工艺方法,如电阻焊、气体保护焊、螺柱焊、钎焊、摩擦焊、高能束焊等都得到应用。
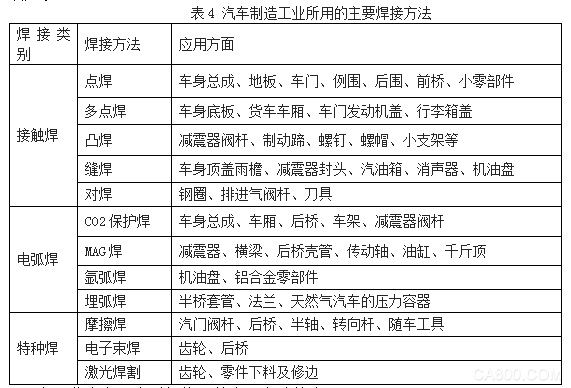
1.1汽车制造工业所用的焊接方法
汽车是焊接应用面最广的行业之一,所用的焊接方法也种类繁多,其主要方法如表4.
1.2车工业中主要电弧焊接工艺应用方法的应用
目前,汽车的结构件焊接中,常会应用电弧焊工艺,使用较广的是CO2气体保护焊、熔化极气体保护焊(GMAW)和钨极惰性气体保护焊(TIG)。MlG/MAG法是汽车工业中常用的一种焊接方法,它的主要优点表现在焊着率高、焊条或焊料成本低、填料金属利用率高、可以实现半自动或全自动焊接、操作简单、对其操作技术要求低、产生焊弧准时以及可减少烟气的产生等。可以看到,高速度、高质量的堆焊以及清理工作量很小是MIG/MAG电弧焊法成为理想的焊接方法的关键。
MAG焊接方法主要使用的汽车部件如图4所示。点焊主要用于车身部件,MAG焊接则不同,它多用于要求高强度的脚边部件和形状复杂的部件等。
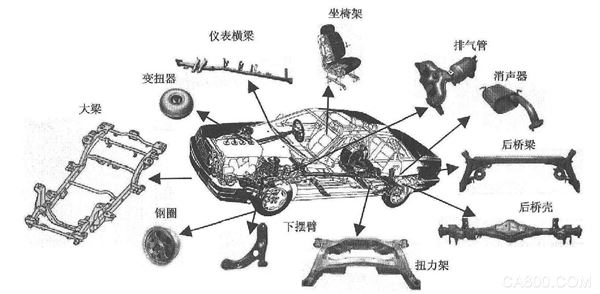
图4适于MAG焊接的代表性汽车部件。
1.3焊接汽车零部件的焊接工艺
目前,在汽车生产制造中使用的焊接工艺有很多种,如CO2气体保护焊、电阻焊、氩弧焊、电弧焊、激光焊等。在这些焊接工艺中,CO2气体保护焊、电阻焊具有生产量大、焊接变形小、效率高、便于操作、自动化程度高、低能耗等特点,比较适合汽车车身薄板覆盖零部件以及车厢、车架和车桥等的焊接。
①CO2气体保护焊该焊接工艺主要用于汽车车身蒙皮、后桥、车架以及车箱等的焊接。
②电阻焊点焊工艺是电阻焊的一种,具有操作快捷、生产效率高等优点,成为了白车身制造的主要焊接工艺,已经在汽车制造中得到广泛应用,也是当前汽车用高强钢的主要焊接方法[2]。在现代汽车制造中,白车身约有4000~5000个焊点。
③汽车板的激光焊接具有高能、高速、热影响区小和焊缝质量高等优点,且焊接精度高,零件变形小,并能显著提高车身的强度和刚度,已经在白车身的制造中得到广泛应用。
④MIG钎焊,对于镀锌板,由于锌的熔点和沸点低,使用MAG熔化焊时,在电弧作用下,镀锌层易气化和氧化,形成气孔、未熔合及裂纹等缺陷。可以使用MIG焊对镀层板实行电弧钎焊,选择合适的保护气体,优化焊接参数,减少热量输入,减少锌的挥发,并降低内应力,达到减小板料变形的目的。
1.4铝合金焊接技术在汽车制造中的应用
汽车用铝合金可分为铸造铝合金和变形铝合金。铸造铝合金在汽车上的使用量最多,占80%以上,其中又分为重力铸造件、低压铸造件和其他特种铸造零件。变形铝合金包括板材、箔材、挤压材及锻件等。世界各国工业用铝合金材料的品种构成虽然有一定的差异,但大体是相同的。其品种构成:铸件占80%左右,锻件占1%~3%,其余为加工材。
相应的铝合金焊接技术的种类比较多,除了直流脉冲MIG焊铝技术以外,还有以下几种:
交流TIG铝焊
较好的熔深和清除氧化膜分别是正、负极性钨极气保焊的基本特性,使用交流电源的钨极气保焊在这两种特性上取得了平衡,在正极性的半周,电弧有效地破除了附着材料表面的氧化铝薄膜,而在负极性的半周,则将材料熔合。
交流脉冲熔化极氩弧焊(AC PMIG)
钨极氩弧焊(TIG)
虽然可以焊接薄板,但是焊接速度低、变形大。脉冲熔化极氩弧焊直流且焊丝为正(DCEP PMIG)时虽然电弧稳定,熔滴过渡容易,但是电弧
铝合金变极性等离子弧焊(VPPA)
铝合金的激光焊
直流脉冲MIG焊是一种应用较广泛的高效焊接方法
虽然交流电源可以有效的去除氧化膜,但是在电流过零时,电弧难以再引燃,破坏电弧稳定性,所以通常采用直流反极性电源。P-GMAW方法即用于奥迪A8铝构架的焊接中,见图5。低频调制型脉冲MIG焊接方法(双脉冲)也被成功地应用于的摩托车铝车架的焊接生产。
图5用P-GMAW方法焊奥迪A8铝构架
1.5汽车行业对焊接自动化和焊接电源的需求
1.5.1汽车行业对自动化的需求
①高效、高速、智能化焊接是现代焊接技术的发展方向,是实现现代化焊接的必由之路,焊接机器人在提高焊接质量、降低焊接成本、实现焊接自动化方面扮演着重要角色汽车焊接机器人的应用需求目前,在中国有30%的工业机器人应用于汽车制造业,其中50%以上为焊接机器人。
②提高焊接过程自动化是一个系统工程,对焊接设备、焊接工艺/方法、焊接辅具等都有很多新的要求。为了实现高速、高效率焊接,对焊接电源的要求也逐步提高。
③自动化、智能化焊接是大势所趋。车身品种多、换代快,要求汽车焊接装备更新快,并尽量实现柔性化生产,机器人焊接、涂胶、搬运等组成柔性化生产系统;
1.5.2汽车行业对电焊机企业的要求
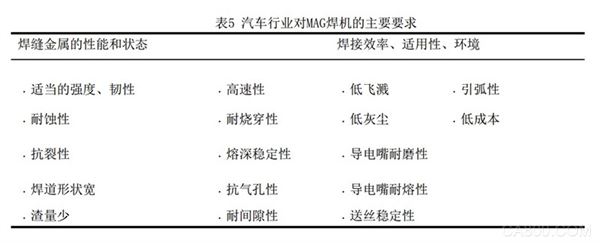
不管是汽车整车还是零部件,基本上都涉及到焊接技术的应用。但是整车角度电焊机企业要想直接进入参与,一方面需要较强的品牌度和技术实力,另一方面还需要有一定的人脉资源,能够在项目落户之前甚至车企与地方政府谈判初期就提前介入。这种竞争目标集中、涉及全球、难度很大。相反,如果从零部件配套的角度进入和参与,相对要容易一些,毕竟零部件配套涉及的企业数倍于整车企业,突破口多,竞争强度明显弱于有限的整车市场。汽车行业对焊机的要求,如表5所示。
六、麦格焊机在汽车行业的机遇和挑战
基于对熔化极气体保护焊接方法和工艺在国内汽车行业的应用了解,以及对麦格米特现有的和即将上市的产品,能更好的在国内汽车行业得到推广和使用,需要从以下几点切入。
1.二氧化碳低飞溅、低变形、高速焊工艺
汽车领域所使用的高强钢,厚度最大不到2mm,要求焊后变形量小,强度高,成本低,易操作,易实现自动化。所以二氧化碳低飞溅工艺能够好满足用户需要。
2.镀锌板材料焊接工艺
可以在现有的工艺基础上开发MIG钎焊工艺。
3.MAG焊机与机器人配合满足汽车制造的柔性自动化生产的需要。
4.激光MAG复合焊在汽车领域的使用也越来越多,可以使焊机和激光设备配合使用。
5.在新能源汽车领域
最近几年新能源汽车发展迅速,产量大幅增加,越早进入越易立稳脚跟。
6.在汽车铝及铝合金材料焊接领域
因为最近几年,由于铝合金的重量轻,降低汽车油耗等方面特点,铝合金的使用也越来越广,根据市场变化需要,扩大铝焊机在汽车领域的使用。