一、概述(背景)
此磨床主要是用于将汽车零件的特定部位打磨加工到指定直径,要求工作稳定可靠,加工精度高。一台磨床上要配两台伺服,分别用于主轴定位和砂轮进给。旧方案是以数控系统作为主控制器,采用 PLC+伺服进行主轴定位控制,并发送脉冲给砂轮进给伺服,执行相应的打磨动作。而本方案,数控系统仍作为主控制器,但基本动作由伺服实现,节省了 PLC 的成本,而且接线简单,控制效果更佳。
二、工艺要求
1、主轴定位:磨床加工工件时,主轴夹取工件后,带动工件旋转,加工完成后,停止旋转时,由于主轴停止位置不固定,工件可能卡在夹具上,无法卸下,影响下个工件加工。更改前,客户处使用[PLC+伺服]实现主轴定位停止功能,系统复杂,成本高。根据客户要求,使用专用伺服改善,主轴运转后停止在固定位置,方便夹取、卸下工件。
2、砂轮进给:磨床加工工件时,砂轮按高速到低速进给,逐步接近要求加工的目标位置,加工完成后返回起始位置。更改前,由控制系统发送脉冲控制,分为三段速,控制复杂。根据客户要求,使用专用伺服改善,自动以指定速度行进指定距离。
三,方案
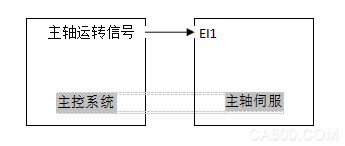
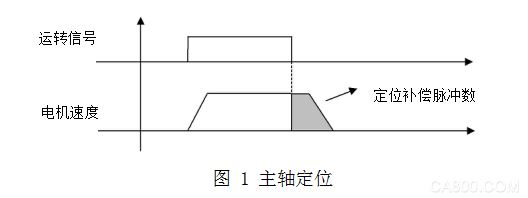
1、主轴定位:运转信号无效时,伺服锁定;运转信号闭合时,以恒定转速运转;运行信号断开时,根据机械传动比,自动补偿脉冲数,行走至定位点,伺服锁定。
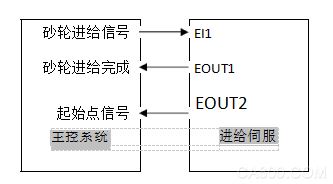
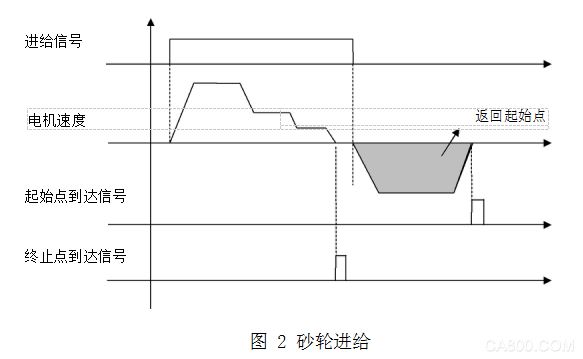
2、砂轮进给:进给信号无效时,伺服锁定;主控系统输出进给信号有效时,根据行程自动切换段速,分为三段,到达指定位置后,输出对应信号给主控系统;等待主控输出进给信号无效,按设定速度返回起始点,完成后,伺服锁定,输出对应信号给主控系统。
四,方案优势
1、传统方式缺点:
(1).主轴定位:需要添加 PLC,并编写 PLC 程序。成本高,系统复杂。(2).砂轮进给:控制系统编程复杂,稳定性差,精度不高。
2、本方案优点:
(1). 主轴定位:以专用伺服替代[PLC+通用伺服],使用简单,成本低。
(2). 砂轮进给:简化系统,根据简单指令,执行指定动作,控制简单,精度高。
五,本方案实现方法
1、接线示意图(系统框图)