S5300/5350 张力变频器应用
一,概述
在金属制品生产及加工中,直进式拉丝机是最常用的一种制造设备,在以前通常都采用电动机组及力矩电机来实现,但其控制的灵活性、自动化程度及能耗上,传统的控制方式越来越不适应行业的发展。随着控制技术和变频调速技术的大量推广,变频控制开始在直进式拉丝机中大量使用,系统并可借助 PLC 来实现拉丝速度、品种设定、过程闭环控制、定长控制等功能。 直进式拉丝机,是由多台拉伸电机同时对金属丝进行拉伸,作业的效率很高。由于不锈钢金属丝特性比较生脆,且不允许钢丝在模道内打滑,因此容易在拉伸的过程中拉断,故严格要求金属丝在各级模道中线速度同步,这样,对各级电机的同步控制性能、速度稳态精度以及电机的动态响应的快慢都有较高的要求。
二,控制系统的描述
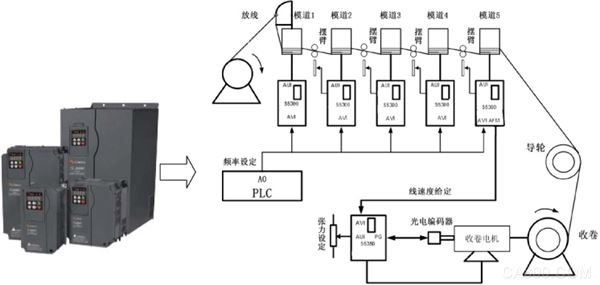
直进式拉丝机,简易电气控制示意图如上图,本系统共使用五台 S5300 高性能矢量变频器实现拉伸部分的传动控制,和一台 S5350 高性能变频器配备 PG 卡进行收卷控制。每个模道前面都装有摆臂,采用位置传感器可以检测出摆臂的位置,用于检测金属丝的张力,该信号(0~10V)作为 PID 的反馈。6 台电机都采用变频异步电机,同时带有机械制动装置。拉丝机系统的逻辑控制较为复杂,因工艺不同也有所区别,各级联动,由 PLC 控制。同步方面的控制则由变频器内部控制,其工作原理是:根据操作工在面板设定决定作业的速度,该速度的模拟信号进入 PLC,PLC 考虑加减速度的时间之后按照一定的斜率输出该模拟信号。这样做的目的主要是满足点动、穿丝等一些作业的需要。PLC 输出的模拟电压信号同时接到所有变频器的 AVI 输入端,作为频率的主给定信号。各摆臂位置传感器的信号接入到对应的模道变频器作为 PID控制的反馈信号。根据摆臂在中间的位置,设定一个 PID 的给定值。这个系统是非常典型的带前馈的 PID 控制系统,一级连一级,PID 作为微调量与主给定作为叠加。
本拉丝系统的稳定状况在很大程度上取决于 PID 作用速度、变频器控制电机的转速精度、输出转矩的响应速度等,为了提高电机运行速度的稳态精度,在很多情况下也采用有 PG 矢量控制技术来调节拉伸电机的速度,因此对其参数的设定必须考虑周全,在低速、中速、高速,以及加速和减速速等情况都需要加以考虑。
另外,收卷部分,是由 S5350 加 PG 卡来实现的。收卷线速度是由最后一级(第五级)模道控制变频器提供,作为卷径计算的线速度信号。系统的张力可通过电位器设定,收卷级变频器采用转矩控制,需要在收卷电动机的轴上安装编码器,编码器接入 S5350 的 PG 卡,作为电机转速的采集输入。
其控制原理如下
通过收卷的当前线速度(模拟量 AVI 输入),计算出当前收卷的卷曲直径。计算方程式如下:D=(i×N×V)/(π×f)
其中: i--机械传动比; N--电机极对数;V--线速度; f--当前匹配频率.
由设定的张力和卷筒的卷径(由线速度卷径计算模块获得)计算出变频器的输出转矩。
计算方程式为:T =(F×D)/(2×i)
其中:T--变频器输出转矩; F--张力设定;D--转筒的转径; i--机械传动比.从而控制电机输出相应的转矩,达到线材上张力 F 的恒定。
S5350 张力控制专用系列,增加了转动惯量补偿,可以很好地解决张力控制系统在加、减速的过程中,因克服系统惯量而出现的张力不稳定的现象。
整个拉丝系统开动时,六台变频器同时起动,逐渐调节线速度给定,使系统加速,最终达到要求的生产线速度。
三,总结
在拉丝机的控制上,S5300/S5350 变频器构成的电气控制系统,结构简单、逻辑清晰,成本与原来相比还有较大的降低,而且在拉丝工艺,节能上来讲,都是非常优良的方案。实践证明,此控制方案,在同步和恒张力收线控制上完全能够满足工艺要求。

http://www.sanch.net/
