1 引言
目前,在我国的汽车生产制造未喷漆白车身制造工艺流程中控制领域,的存储和运输车辆的出入库系统中,关于车辆的出入库控制没有完善的控制方案和标准,且控制流程相对复杂。而大,多数厂家只能实现显示接近开关、急停、操作箱、驱动站等的检测信号和报警信息,处于单车实现出库入库管理,不能做到汽车车型入库、汽车存储、汽车出库以及汽车车型信息跟踪修正的柔性化管理。并且若厂家在出入库管理中频繁的更改生产计划,还将会影响汽车焊装车间出入库的准确性,影响汽车涂装车间的进车计划,进而影响到整个车间的正常出库管理和生产计划控制。为了解决上述的这些问题,我们着手开发了积放链柔性出入库系统,希望能够实现柔性化出入库管理,提升车型调度的准确性和灵活性,实现生产调度的高效性。
2 系统分析
积放链是一种自动化程度较高的白车身车辆运输流转专用输送系统, 积放系统中的车辆身可以按要求自动停止或前进, 可以改变车辆身输送的程序而不会发生干扰,能有效地对生产过程出现的起伏起均衡作用。针对以前系统设计中暴露出的问题,本文开发的控制系统在PLC控制基础上建立柔性化存储规则,采用远程和本地控制相结合的方式,在系统中做车型跟踪并可及时纠正错误车型,最终实现系统中吊具带着车体按照设计规则或走、或停、或转、或存、或快、或慢,以最方便,最快捷和最安全的方式完成输送,为生产管理带来了方便。
3 系统硬、软件设计
系统设计方案采用西门子控制系统作为整个系统的处理中心指导车辆出入库,用上位组态软件实现车型的监控跟踪并指导远程车辆出入库控制,用上位数据库系统来实现车型数据的存储,用触摸屏实现本地车型跟踪并指导本地车辆出入库控制,用声音功放系统指示作业者进行相关作业和生产调度提醒,用赫斯曼交换机搭建网络将现场各个设备连接到上位机,实现了以太网环网数据交换。
3.1 系统硬件:
上位机:IBM
System x3650 M4500G硬盘 DVD刻录机 19寸液晶显示器
网络设备:赫斯曼RS20交换机、工业以太网
控制设备:主控PLC CPU317-2DP、存储卡256K、ProfiBus通讯网络【1】、P+F读写头
音乐和广播设备:音乐播放喇叭(30W)
3.2 系统软件:
? CIMPLICITY8.1——上位组态控制软件
? SIEMENS:STEP7V5.4——西门子控制系统【2】
? SQLSERVER 2005——上位数据库【3】
? EPLANP8——控制系统图纸设计
整体效果如下图所示:
图1 上位机控制系统
图2 PLC控制系统
4 出入库方案介绍
本章节是整个控制系统的核心,也是系统中开发的难点,本方案以解决以往系统中存在的漏洞为根本出发点,在建立车型跟踪、车型修改作为生产调度的基础上,设置多模式控制方式最终实现汽车出入库的柔性化管理。
4.1 车型跟踪
积放链车型跟踪是一项方便监控和保证生产的一项重要功能,它可以实现车辆的实时监控和准确定位,为目视生产带来极大的好处。
4.1.1 编程思路
每条车道上要显示车型信息,能够对车型信息进行修正。当触发条件满足后,操作的存储道放车,放车车型存储到一个存储器方便其它地方利用,以后每个车型信息都向前移动一位,移动出去的车走到什么地方,车型信息就跟踪到什么地方。
如下所示,若触发条件后,10种颜色车的队列第一辆粉红车从A库到B库区。
A库区原车型队列如图3所示:

图3 A库区原车型
触发条件后,A库区变为图4车型:

图4 A库区出车后
如图5寄存器C中蓝色椭圆为出车信息,红色椭圆为入车信息,粉红车型进入蓝色出车寄存器。
图5 C寄存器暂存车
然后由蓝色寄存器进入B库区信息,B 库区变为图6车型:

图6 B库区入库后
通过程序编程实现条码的堆栈跟踪,最终实现了车型信息在各个点的跟踪。
4.2 车型界面显示及车型修改
人机交互界面做车型跟踪画面,可实时显示车型信息,每个框可展示每个存储位的车型、颜色、顺序号,并可以修改,本系统中共设置24个BYTE,便于查询任意存贮位置的车型信息,并通过射频读写装置(如图7所示)在定点位置验证车型传递存贮的正确性【1】。
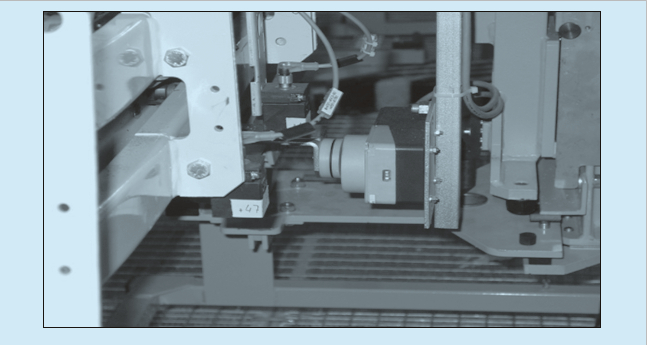
图7 射频读写装置
当验证出现错误车型时,在触摸屏上直观显示各个车的详细条码信息,通过编辑界面实现对条码的编辑:删除、修改、插入(图8),可实时修改车型信息。
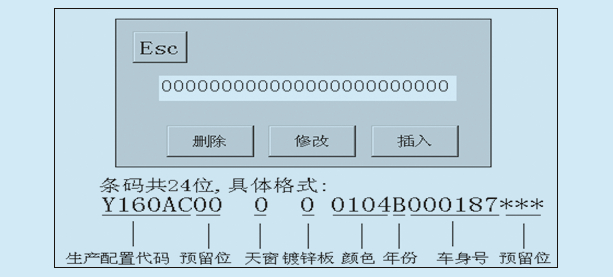
图8 车型修改
4.3 多模式出入库控制
可设置本地控制模式、远程控制模式、先入先出模式、快速出入库模式等多模式控制;本地切换到远程自动时,将信息写入上位机数据库,远程控制模式时,积放链系统根据接收到的信息安排出入库。
4.3.1 本地规则柔性化出入库
在本地控制模式下,库区路由由作业员控制,通过触摸屏可进行路由设置,在车型跟踪的基础上,在本地情况下出入库的管理可以按车型模式、颜色模式、车&颜模式、先入先出模式四种模式,同时可以设置出入车数和优先级。此方式控制优点是设置简单,操作方便,便于在最短时间内完成复杂的任务。
当入库模式为车型模式时,只有入库车型符合入道车型,设置的进道数量不为0,禁止/允许在允许状态,没有其他干涉情况下可以进道,当同时有多道符合时则选择优先级低的道次进。
当入库车型为颜色模式时,只有出库颜色符合出道颜色设置的出道数量不为0,禁止/允许在允许状态,没有其他干涉情况下可以进道,当同时有多道符合时则选择优先级低的道次出。
当入库模式为车&颜模式时,必须车型和颜色同时符合。
当入口车型符合入口模式设置时,在全部允许情况下,而且设置的可放车数量没到极限时,设置优先级,则车身先进优先级小的车道。
由于现场PLC计算不同道次的入库出库状态【2】,当有不同道次都有出入库时,禁止其他道次的车辆出入库,在安全连锁条件下发请求,满足安全出入库,不会引起吊具碰撞
4.3.2 远程计划控制出入库
主控柜拨到远程控制控制时,积放链库区路由由远程控制直接控制,上件处交接时,通过积放链系统的读写头读取滑撬上载码体中信息,并把信息通过P+F的读写头写入积放链吊具上载码片中,车型信息显示在触摸屏上。
远程控制时,本地控制不起到任何作用,当车行走到需要分道的地方和出入库区时,车占位后判断安全条件,保证安全后向上位发送请求,上位接受到请求,控制系统将信息交给上位处理,上位按车型模式、颜色模式、车&颜模式、顺序号、先入先出模式四种模式,同时可以设置出入车数和优先级,计算路由后确定车的出入库然后反馈信息给积放链择道而行。
4.3.3 先入先出模式
在先入先出入库模式时,第一道次为空吊具,然后第二道次道号为2,第三道次道号为3,依次类推。先入先出则按照低道次依次进,2道次进满进3道次,3道次进满进4道。在先入先出出库模式时,每个车都有跟踪的号码,库区每进入一辆车则相应计数加一,当累积加到五千二百辆车时,进行全部号码减五千,数据不会溢出,不同道次的车号码进行比较,按最小号码出库。
4.3.4 快速道出入库模式
建立快速道,当库存无法满足涂装要车要求时,上线车辆不经过库区周转,直接进入快速道,通过快速道出库进入涂装车间,满足高速节拍的生产调度需求。
四、总结
本系统经过一年多的调试验证,处理了大量调试过程中的设备故障和设计缺陷,最终实现了计划远程控制出入库、本地控制的规则出入库及本地到远程控制的无缝切换和数据的实时跟踪,可以实现上位机系统的任何命令,本系统总结有以下几个优点:
1) 实现柔性化出入库,保证车型调度的准确性。
2) 实现目视化操作,做到车体全方位跟踪,任何时候可查,实现调度的可靠性。
3) 建立安全联锁保护设备,实现生产调度的安全性。
4) 建立快速道及先入先出功能,实现生产调度的高效性。
本系统经现场实际应用,良好的实现了库区车辆柔性化调度,具有准确、灵活、可靠、安全、高效的特点,为生产管理带来极大的方便,并且此方案在其它各种存储场合中也具有普遍推广性。
参考文献:
[1] 崔坚. 西门子工业通讯网络指南[M].北京:机械工业出版社,2005.6.
[2] 刘美俊.西门子PLC编程及应用[M].北京:机械工业出版社,2011.7.
[3] 郑阿奇.SQL
Server教程(第2版)[M].北京::清华大学出版社,2010.9.
李淑清(1960-),女,教授,研究方向:仪器科学与技术