王彰云
(广西工业职业技术学院,广西 南宁 530001)
摘 要:根据制糖过程中分蜜的工艺要求,结合西门子PLC和变频器对分蜜机控制系统进行自动化改造,取代了过去的多极交流电动机的调节方式,现实了多级速度调节。同时采用西门子触摸屏MP277作为人机交换界面,实时显示离心机运行状态以及对控制参数的设置。该分蜜机控制系统具有调速性能好、节能效果显著等特点,对提高白砂糖质量具有重要的作用。
关键词:分蜜机;PLC-200;变频器;触摸屏
中图分类号:TP571.61 文献标识码:B 文章编号:1003-7241(2013)06-0054-03
1 引言
在白砂糖的生产过程中,分蜜环节作为白糖生产的最后一道工序,它对白糖的质量起到非常重要的作用。分蜜的过程是一种复杂的工艺流程。分蜜的质量受多种因素的影响,主要影响因素有分蜜机、分蜜的时间控制。因此,分蜜机在整个制糖过程中起到至关重要的作用。目前,一些大型制糖企业设备比较先进,但是一些中小糖厂由于资金短缺的原因,其分蜜机器设备比较落后,大多采用继电器触点控制,分蜜机控制装置中大多采用多极交流电动机进行调整,这种调速是有级的,在速度转换时有较大的冲击,不但影响电网的电压稳定,同时还对糖厂设备造成很大的冲击力。这些设备容易老化、寿命短、可靠性差,而且大多采用手动操作,受操作员的经验、熟练程度等因素影响。所以,要提高这些糖厂白糖的质量,改进分蜜机控制系统成为急需解决的问题。针对以上情况,本文结合可编程控制器PLC、触摸屏以及变频器设计了一种全自动的糖厂分蜜机控制系统,实现交流无级调速[2]。
2 分蜜机控制系统组成
分蜜机控制系统由可编程控制器、触摸屏、变频器等组成,如图1所示。德国西门子S7-200属于小型可编程控制器,其功能强大、性能价格比高、应用范围广泛,在国内具有较高的市场占有率。本系统采用S7-200的CPU226型号,它有24个数字输入点,14个数字输出点,能满足分蜜机所需的开关量。变频器选用西门子的多功能标准变频器MM440,西门子MM440变频器三相380输入,0.37KW,采用高性能的矢量控制技术,提速高转矩输出和良好的动态特性,同时具备超强的过载能力,能很好的满足糖厂分蜜时电动机控制要求。触摸屏选用西门子多功能面板MP277,具有全集成自动化,可用于糖厂复杂工作环境,开放性,易于扩展等特点,它主要用来实现各种开关量输入、时间参数的设置以及每道工序状态的显示[2][3]。

3 PLC控制系统程序设计
3.1 分蜜的控制流程
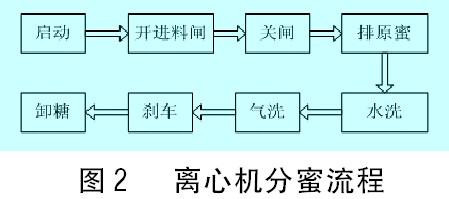
离心机分蜜的流程如图2所示,启动分蜜离心机后,待其达到一定转速,通过控制电磁阀打开进料闸门,糖膏开始进入离心机,由进料检测仪自动检测离心机中糖膏的厚道,当进料达到设定的厚度时,控制系统通过电磁阀关闭进料闸门,停止进料。然后进行排蜜、水洗、气洗、刹车、卸糖等步骤。
3.2 PLC程序控制框图
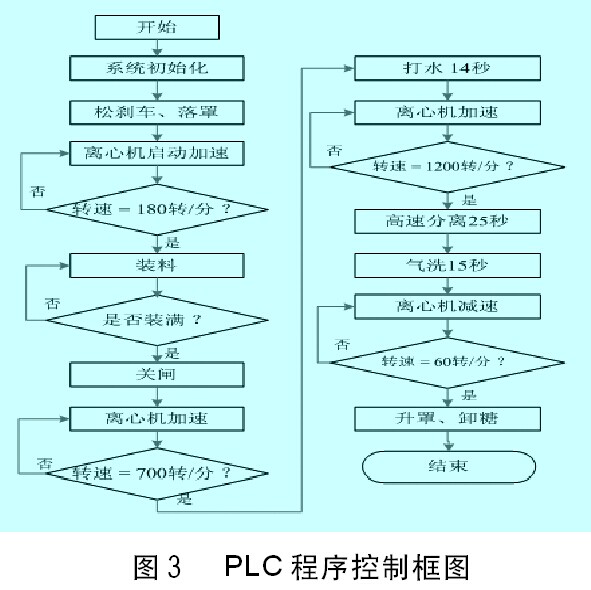
根据制糖工艺流程要求,分蜜过程中每一步对离心机的转速、运转的时间都有严格限制。
系统启动后,先完成初始化的设置,检查落罩是否到位以及刹车是否在松开状态。这些准备好后,离心机启动并加速,同时进行洗网操作,当转速达到180转/分时,开始装料;由物料厚度检测仪检测糖膏的厚度,到达指定厚度后,关闭进料闸门;离心机加速,当转速加速到700转/分时,停止加速,打水14秒;离心机继续加速,转速达到1200转/分时,离心机进行高速分离;25秒后,对离心机进行气洗15秒,离心机减速,转速减到60转/分时,升落罩、卸糖。
4 分蜜机变频调速控制电路以及参数设置
4.1 变频器与PLC接线图
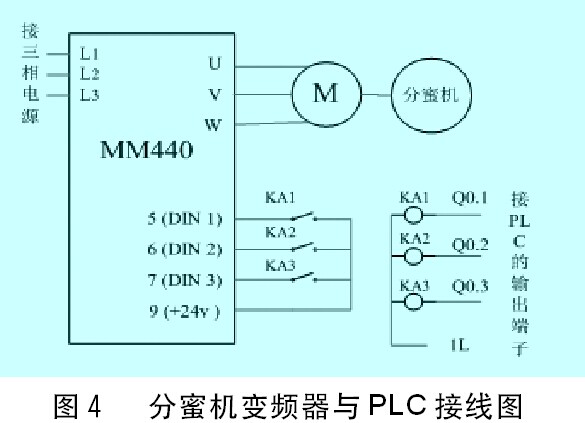
分蜜机控制系统变频器与PLC接线图如图4所示,MM440实现4级离心机的调速,PLC的输出端子Q0.1、Q0.2、Q0.3分别连接变频器MM440的3个数字输入端口DIN1~DIN3。频率的选择是由PLC的Q0.1~ Q0.3输出确定的。4段固定频率控制状态如表1所示[1] [3]。
4.2 变频器参数设置

根据分蜜工艺要求,离心机的电机采用四级速度控制,其参数可以通过变频器面板进行手工设置,可以实时修改,增加了控制的方便性。其变频器4段固定频率控制状态如表1所示[4]。
5 触摸屏的监控界面设计

触摸屏选用西门子多功能面板MP277,它通过RS-232直接与PLC或者主机进行连接。触摸屏的监控界面设计框图如图5所示。系统启动后,触摸屏先进入开机界面,显示一个带进度条的LOGO画面。当初始化完成后,进入到主菜单界面,用户在该界面可以进入相应的子界面,如:运行状态显示、参数设置、报警查询。进入运行状态显示界面后,可以通过界面监控分蜜机的运行状态,它实时显示当前分离状态、电机的转速以及延时的时间。当系统出现异常时,能记录报警的类型和时间,用户可以通过报警查询界面查询历史报警情况。在参数设置界面中,为了保证系统的安全性,设置参数时,必须先输入用户名和密码,才能对相应参数进行修改。
6 分蜜机控制系统的应用
本文设计的分蜜机控制系统在广西糖厂得以广泛应用,其中在钦州大寺糖厂的一条生产线采用本文设计的分蜜机控制系统,另外一条生产线使用的是旧分蜜机控制系统,经过2010/2011两个榨季运行结果对比表明:
(1) 系统稳定可靠。本系统在高温、湿度大、电压异常波动的恶劣环境下,连续工作,没有出现任何故障。而原有的分蜜机控制系统因故障多次停机。
(2) 白砂糖产量提高。原有的分蜜机控制系统,进料量是通过目测法,这样不能保证每次离心机内糖膏量达到最佳值。量少会使分蜜机低负荷,量多又不能完全分离。而本分蜜机控制系统内采用进料检测装置,能保证每次分离的糖膏为最佳值。另外原有的分蜜机水洗和气洗时间采用人工计时,这样很难保证控制精度,而本分蜜机采用PLC内部定时器定时,就有效解决人为误差问题。
(3) 操作简单、维护方便。本文设计的分蜜机控制系统自动化程度高,系统运转后,基本可以做到现场无人操作,只需在监控室监视系统运行状态即可。而原有的分蜜机控制系统需要工人24小时现场操作,增加了工人的劳动强度,出现疲劳情况下的误操作,导致产生了许多安全事故。另外本分蜜机控制系统集成度高,所以在开榨或停榨期间维护都较简单。
7 结束语
采用基于PLC、变频器以及触摸屏的糖厂分蜜机控制系统,经过在糖厂多年的使用情况表明,该控制系统具有自动化程度高、操作简单、运行稳定可靠、能耗低、维修方便等特点。其生产的白砂糖质量高,也节约了很多人力成本,提高了工人的工作效率。
参考文献:
[1] 向晓汉.西门子PLC高级应用实例精解[M].北京:机械工业出版社,2010.6.
[2] 杨国翔,魏东平.PLC控制全自动离心分蜜机[J].甘蔗糖业,l997(2):41-44.
[3] 吴忠智,吴加林.变频器应用手册[M].北京:机械工业出版社,2006.
[4] 刘东升,王守芳.基于PLC与变频器的恒张力卷绕控制系统[J].制造业自动化,2011(8):131-133.