1 引言
真空镀膜机是在较高真空度下,对五金、手表、眼镜等进行镀膜的一种设备,早期的真空镀膜机全部采用纯继电器线路,外围线路复杂且维护麻烦,现在采用科威EP系列PLC加上模拟量输出模块控制变频器的方式,既简化了电气线路,又实现了镀膜机的全自动控制,方便快捷。
2 控制要求
1)单次蒸发,可根据设定好的参数进行单次蒸发工作,并可对蒸发电压和蒸发时间进行显示;
2)连续蒸发,可根据设定好的参数进行两次连续蒸发,并可对蒸发电压和蒸发时间进行显示;
3)停机时间设定,设定时间到后停止蒸发工作;
4)手动和自动控制切换;
5)对异常情况报警,实现设备的安全保护;
6)技术保护,对机械设备的寿命保护;
3 系统方案
3.1系统结构
1.一台EP-20M20R(485主机),一台FEX-4DA(485扩展模块,0-10输出带动变频器工作),实现机械的启停、报警、手动蒸发以及自动单组或连续蒸发的控制过程。
2.人机界面通过RS232与主站PLC的RS0口连接,所有手动操作、参数设定、报警提示均通过人机界面实现。
3.系统框图

3.2系统特点
1.手动蒸发:可进行单次手动蒸发和连续手动蒸发;
2.自动蒸发:可进行单次自动蒸发和连续自动蒸发;
3.有无轰击选择;
4.蒸发过程复位操作;
5.在设定停机时间到后自动停机;
6.机械寿命自动保护;
3.3人机界面功能
1.操作界面:进行手自动选择,蒸发模式选择,有无轰击选择,以及手动操作;
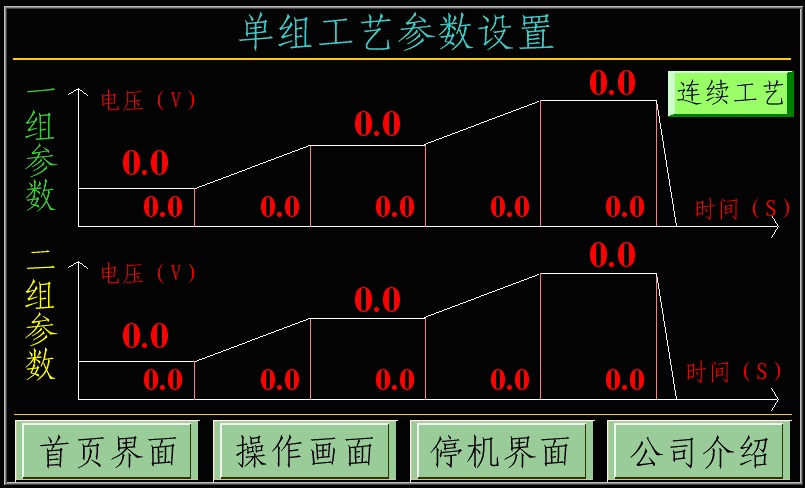
2.单次轰击参数设置;
3.连续轰击参数设置;
4.系统参数设置;
5.自动停机时间设置;
6.轰击提示;
7.报警提示;
3.4人机界面画面





4 比较分析
科威公司和浙江代理商一块合作开发的全自动真空镀膜系统解决了以往继电器线路控制的复杂故障率高等诸多缺点,实现了简洁、维护方便的全自动蒸发过程,以下是全自动真空镀膜系统与以往镀膜机的比较分析:
1.方便性:PLC控制系统电路设计简洁,大量的按钮、继电器被简化。复杂的电路被PLC的程序和HMI的组态所代替;
2.高效性:通过PLC强大控制功能实现了镀膜制品的连续快速切割;
3.灵活性:因为PLC的程序和HMI组态可以根据实际运行情况及用户需求随时修改,所以PLC系统具有更好的灵活性;
4.维护方便:对后期的产品出现的故障方便检查,便于维护;
