捻股机也被称为捻股绳机组,是金属制品行业中的后道成绳工序,将多根钢丝或铝丝,按照不同工艺的捻距要求、绳径要求,实现多股有序列的合并成绳,广泛应用与石油钻井、电力传输、船舶提升装卸、电梯提升等工农业应用场合。
传统的捻股机,由放线部分、筒体部分、在筒体内的摇篮放线装置部分、筒体安全罩、牵引部分、扭转部分、减速箱、地轴传动轴、收线部分和电器控制部分等组成。其中筒体部分由连接主电机的皮带所驱动。传统方式要实现不同捻距,只能通过改变减速箱的速比有级实现,同时减速箱的日常维护相对较大,单台设备只能生产固定的几种规格绳品。

图1. 传统捻股机
制绳工艺过程:
钢丝绳的生产工艺流程,一般要经过拉丝、捻制、捻股、合绳几个大工序,具体如下:
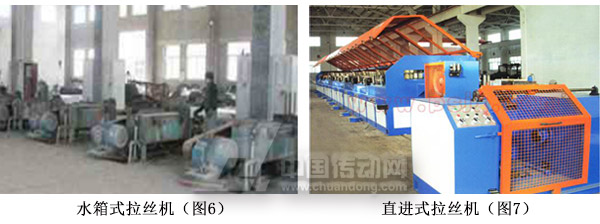
拉丝部分:在钢丝绳生产中的拉丝,是指将金属的原材料,经过酸洗、磷化、剥壳、开坯这些工序,在这其间会进行一次或多次拉拔工序,从而改变原材料的内部分子结构,达到所需目标直径的线材工艺过程。拉丝过程中主要设备以水箱式拉丝机或直进式拉丝机为主。原材料一般为0.14~10mm的黑色金属和直径0.01~16.00mm的有色金属为主。
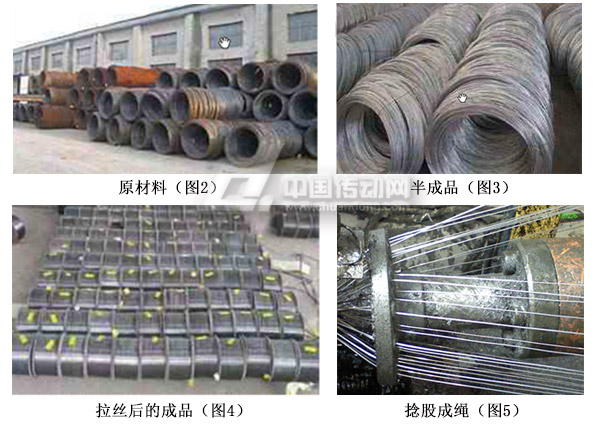
拉丝设备:
酸洗是用酸液将钢丝绳原材料上的表面锈蚀物和轧皮洗去过程,又被称为剥壳,主要把表面氧化物除净,防止铁锈或其它杂质影响开坯质量和损坏拉丝磨具。
磷化是将材料侵入磷酸盐溶液中,经过反应使其材料表面形成一层不溶于水的磷酸液薄膜工艺,同时具有一定的防腐蚀性功能。
开坯是将金属强制从磨具的定型孔穿过,其尺寸和外形都会发生变化,拉制金属线的模具孔有圆形、方形、八角形或其它特殊形状。
冷拔丝是指将普通的圆钢,从其比它直径小一些的孔中强行拉过,圆钢的直径会变小,根据等体积变比率,长度也会边长,不断重复这个过程,圆钢的直径就会进一步变小。但经过这种塑性变形后,钢材的硬度会增加,其塑性会基本消失,所以在只要求强度不要求塑性的场合可以使用这种钢材。
回火是指因为钢丝的内部分子结构已被破坏,只有通过回火才能实现再次还原钢丝内部分子结构,从而便于再次拉丝,这样不易断裂,也能实现拉到我们想要的强度。简单的说,强度就是我们的通常说的抗拉度,强度是拉丝拉出来的,不是经过热处理而获得的,这也是钢丝绳制造工艺与机械加工工艺最大区别。一般的钢丝绳强度有:1470N/mm2、1570N/mm2、1670N/mm2、1770N/mm2、1870N/mm2、1960N/mm2等,强度越高,拉力越强,但韧性越差,与使用要求有直接关系。
钢丝绳的捻制:
钢丝绳的捻制质量是影响其使用寿命和承载力的主要因素。
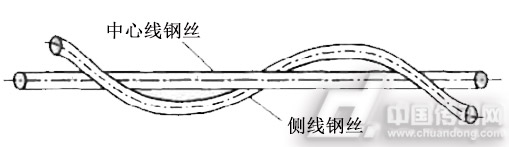
钢丝捻制(图8)
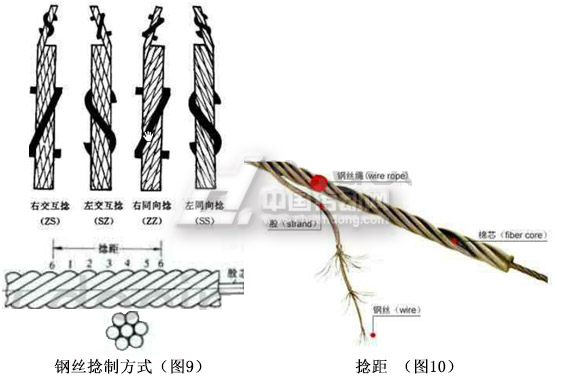
钢丝绳绕成股的方向和捻成绳的方向相同称为同向捻,如绳股右捻为右同向捻,绳股左捻为左同向捻。这样可以获得内部钢丝相互之间表面接触较好,表面比较平滑、磨损小、挠性好,使用寿命也会变长,但缺点是容易松散和扭转。钢丝绳绕成股的方向和捻成绳的方向相反,称为交互捻,如绳右捻,股左捻,称为右交互捻;绳左捻,股右捻,称为左交互捻。但这种钢丝绳缺点是僵性较大,使用寿命低,但不易松散和扭转。如果钢丝绳绕成股的方向和捻成绳的方向一部分相同一部分不同,称为混合捻,具有同向捻和交互捻的特点,但制造工艺较为复杂。
钢丝绳的捻股:
钢丝绳股和绳的区别(图11)
单根为丝,多根丝为股,绳为多股合并。捻股的类型、结构、和生产工艺取决于绳的用途,一般钢丝绳使用直径0.1~6.00mm的圆端面碳素钢丝,随着钢丝绳的品种不断增多,结构也日益复杂,除采用各种涂层钢丝外,还有使用不锈钢丝和双金属钢丝。
在捻股中,还使用涂油和镀层两种防腐措施。所有的钢丝绳必须涂油,油脂能够保护绳芯,让纤维芯不腐烂,不锈蚀钢丝,并从内部润滑钢丝绳。表面涂油使绳股表面均匀的涂上防锈润滑油脂,如在摩擦提升和矿井用绳上,需要涂上增磨合抗水性强的黑色油脂,其它用途则涂成膜性强抗腐蚀性好的红色油脂。
镀层有镀锌、镀铝和镀尼龙或塑料等。镀锌又分为钢丝先镀后拔的薄镀层和钢丝先拔后镀锌的厚镀层两种,厚镀层的钢绳机械性能比光面钢丝绳的要低,但比较适应于严重腐蚀性环境中使用。镀铝钢丝绳比镀锌钢丝绳更耐腐蚀、耐热、耐磨。涂尼龙和涂塑料分为涂绳和涂股后合绳两种。
汇川MD380M系列系统应用方案:
系统框图:
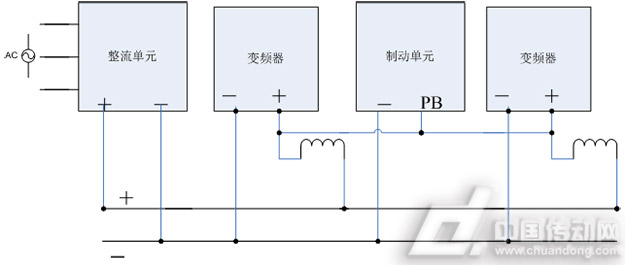
主回路采用共直流母线方式:
控制系统框图:
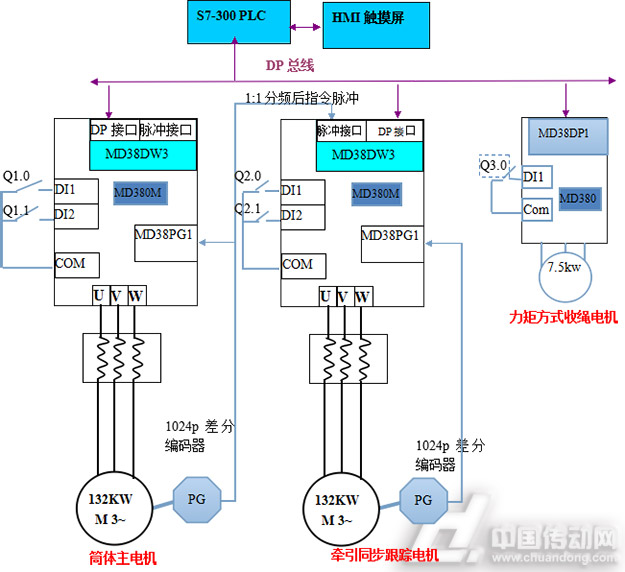
系统控制特点:
(1) 筒体主机作为主电机,牵引电机为跟踪筒体电机运行,跟踪指令为主电机的编码器1:1分频信号;
(2) 使用汇川MD380M系列内置电子齿轮比参数,可以很容易实现牵引电机与筒体电机之间的定值速度差跟踪,能够获得客户想要的钢丝绳捻距,不受传统的有级减速箱速比限制;
(3) 可以获得较高的生产效率,减小设备占地面积,简化工序;现场使用了36小盘线放线,筒体速度可达100转/分钟,也是客户车间内最大的生产钢丝绳设备,生产效率也最车间中最高的;
(4) 使用MD380开环矢量下能够实现对收绳电机的直接力矩控制,控制张力平稳;
(5) 汇川MD380M系列和MD380通用系列,都支持DP通讯功能,DP扩展卡有MD38DW3和MD38DP1两种可选;MD38DW3为脉冲指令和DP通讯合二为一的卡,而MD38DP1为DP通讯和CANLINK通讯合二为一的卡;
(6) 编码器使用差分编码器,可以支持长距离信号传递,现场编码器线缆为80米,能够很好的实现对电机闭环矢量控制和同步指令脉冲传递;也可有效的抑制现场电气干扰;
(7) 汇川MD380M系列内置速度同步和位置同步功能,脉冲同步精度高,现场对132kw的两台电机同步跟踪精度在5个脉冲以内(4倍频之后);
(8) 整个系统的启动、停止、工艺参数、变频器内部的电子齿轮比和系统故障检测功能等在HMI和PLC内部程序实现操作修改,可方便操作工操作和后续设备维护;
(9) 汇川MD380和MD380M系列变频器,通过DP通讯数据映射功能码数据区,可以很容易方便的实现对电机实时速度检测、脉冲同步情况检测、运行电流、变频故障等数据监控,方便DP通讯数据传递;
(10) 此外,由于汇川独特的CANLINK通讯功能,在与DP通讯功能配合使用,可以很好实现三级同步或四级同步控制中,对主机和从机的随意设置,这样方便系统控制,保证硬件线路接线唯一。

