金属垫片(见图1)在滑雪板固定装置中至关重要,主要用于调节固定器高度和角度,以适配不同雪鞋类型和滑雪风格,提升操控性和减震效果。其高强度和耐腐蚀性确保了长期稳定性。用于调整固定器与板面的间距,避免雪鞋与板面摩擦;优化压力分布,增强转弯性能;部分垫片集成减震层,减少冲击。安装不当易导致固定器松动或应力集中,引发安全隐患;金属疲劳或腐蚀可能降低耐久性;重量增加可能影响灵活性。精准适配和定期维护是关键。

图1 金属垫片
目前滑雪板(见图2)固定装置金属垫片最常用的加工方式是精密冲压。它的优点是高效率,适合大批量生产,每分钟可产出数十至数百件,成本低。高精度,模具保证尺寸一致性,公差可达IT8级,断面光洁。材料利用率高,少废料或无废料,利用率达70%-80%。弊端在于高初始成本精冲机价格昂贵,模具制造周期长,小批量生产不经济。材料限制需高塑性材料(如低碳钢、铜合金),不锈钢等硬质材料加工难度大。维护复杂模具需高精度维护,磨损后影响成品质量。

图2 滑雪板
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割对比精密冲压在金属垫片加工中的优势有复杂结构适应性,中走丝可加工高精度异形孔、多台阶结构,适合定制化垫片设计,而冲压受模具限制只能生产简单几何形状。硬质材料加工,可直接切割淬火钢、钛合金等硬质材料(硬度HRC≥60),冲压仅适用于软质金属。无模具成本,小批量生产时省去模具开发费用(精冲模成本约2-5万元),交货周期缩短50%以上。适用于高端的竞技滑雪板固定装置垫片,或需要热处理后精加工的工况。
不同于滑雪板常用的铝合金和钛合金材料,固定装置试验件通常选用制造成本更低的316L不锈钢(见图3)。本文所选取的金属垫片试样材料与固定装置试验件材料一致,均为316L不锈钢。该材料为奥氏体不锈钢,具有良好的耐腐蚀性和成型性,适用于制造在400°C以下工作的结构件。尽管该不锈钢材料在滑雪板核心承力部件上的应用有限,但激光切割工艺属于热加工,对材料导热性较为敏感,能够适应多种金属材料。
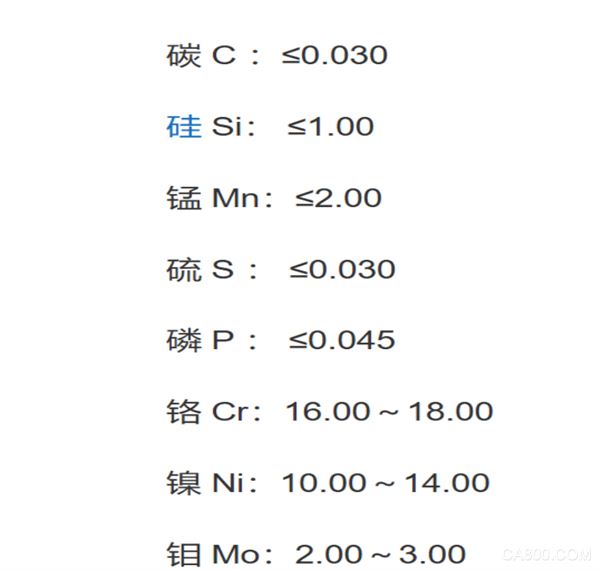
图3 316L不锈钢化学成分图
本文以滑雪板固定装置金属垫片为研究对象,通过对行业标准、加工设备、加工流程、参数设置、光学投影检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工高精度金属垫片的可行性,为滑雪装备关键部件的精密制造提供了新的技术路线。
行业标准
国际标准
1.ISO 10958-2:2015
2.金属垫片ISO 7795:1994
3.金属垫片ISO 9462
国家标准
1.金属垫片GB/T 40923.2-2021
2.金属垫片GB/T 40932-2021
加工设备
1. 设备选择
智凯ZKA500高精度线切割中走丝(见图4)

图4 智凯ZKA500
2. 设备参数
行程:有效加工行程400*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3. 功能介绍
可实现X、Y、U、V四轴联动,进行锥度和异形面加工(Z轴电动升降)
多坐标系统功能可以在各工件之间迅速切换;
自带编程图形、自动编制代码程序。多CPU功能实现加工和编程同时进行;
平行补偿、清角设定,程序镜像,拐角优化、比例缩放等超级功能开放,让操作变得简单轻松
最大指令值 +99999.99 mm
具有螺距补偿功能
全自动顺序控制
停电记忆功能;
自动回垂直
无人值守加工功能
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料(见图5)

图5 加工材料
2. 导入图纸(见图6)
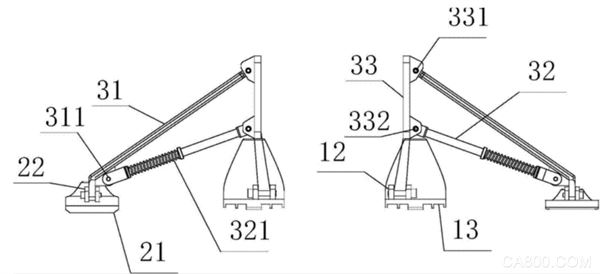
图6 图纸
3. 设置参数(见图7)
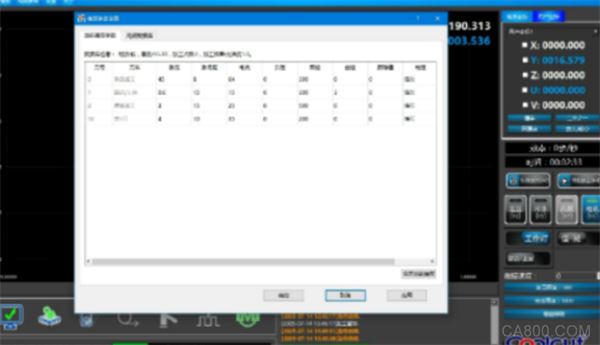
图7 参数图
4. 开机检查后
5. 开始加工(见图8)

图8 加工图
6. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题(见图9)
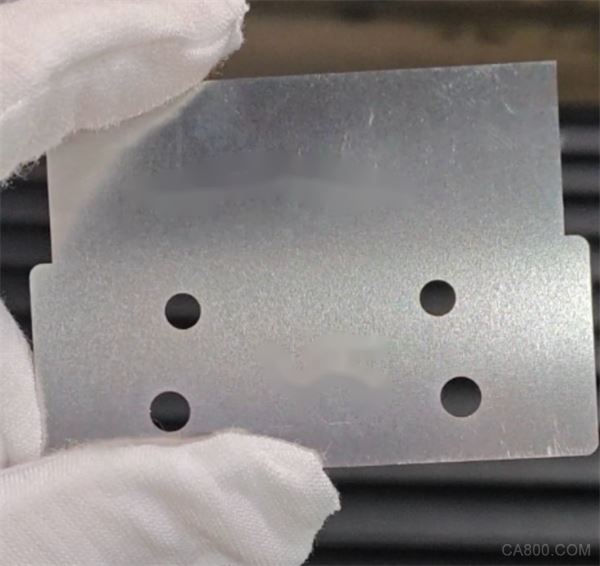
图9 成品
光学投影检测
为进一步验证中走丝工艺加工的金属垫片轮廓公
差,设计标准检测样板对金属垫片试样轮廓进行光学投
影检测。检测样板选用热胀冷缩变形较小的有机玻
璃,检测样板轮廓按照实际金属垫片轮廓放大50倍加
工,且保证加工后金属垫片轮廓精度达到8μm 以内。
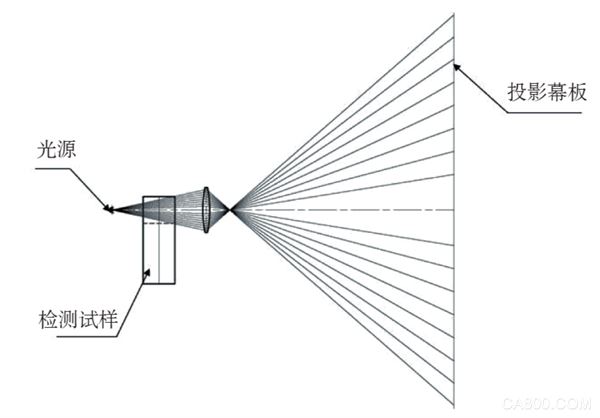
图10 投影原理示意图
粗糙度检测
对金属垫片试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定金属垫片加工表面的粗糙度
等级。检测结果表明,金属垫片试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
以上是关于滑雪板固定装置金属垫片在中走丝线切割加工中的技术解析,希望对您有所启发!若您想进一步了解:金属垫片的高效加工方案(如异形孔优化、批量生产技巧)、滑雪板固定系统关键部件(如基座、连接片)的线切割工艺细节、不锈钢/钛合金垫片的变形控制与精度提升方法、走丝设备选型指南(功率、精度匹配雪具需求)、实操技巧(参数设置、雪季前维护要点)、行业案例(竞技级固定器垫片切割实例)等。欢迎关注【智凯数控】或私信咨询电话联系!我们提供专业支持,助您实现高强耐蚀、精准适配的雪具部件加工!