1 引言
烟草物流体系为适应现代流通任务我国提出大力发展现代化、自动化、符合未来发展的流通体系。自2003年我国推广“烟草行业卷烟生产经营决策管理系统工程”以来,用更高的标准来严格要求企业的生产运输和存储环节的物资数据管理[1]。在“十二五”规划中明确要求加快发展战略新兴产业,推动物联网实际应用。如何高效、规范地管理生产物资已经成为亟待解决的问题。射频识别技术(RFID)是一种利用无线电讯号对相应目标进行数据读写的新兴技术。尤其在物流系统中,RIFD可以促进生产链的运转提高物流的效率[2]。作为现场控制中心的可编程逻辑控制器 (PLC)具有可靠性好、灵活性高、维护方便、被应用于各种生产现场。RFID和PLC为现代烟草物流提供了重要的技术保障[6]。
2 系统方案设计
本设计利用西门子RF340R射频读写器,读取件烟托盘中电子标签的信息,通过标签内信息的不同区分6种不同的件烟,通过S7-300PLC对数据进行处理后控制不同的件烟传送至不同的传送带上,如果标签信息错误将托盘转入回收区,通过人工重新写入信息后再次进入生产流程,达到高效自动筛选的目的[3]。同时,实时保存电子标签信息,形成历史数据报表,可以按时间,按品种进行历史记录查询,对卷烟生产中的物流信息进行全程跟踪管理。实现卷烟生产的数字化,自动化,一体化综合生产管理体系。系统流程如图2.1所示。
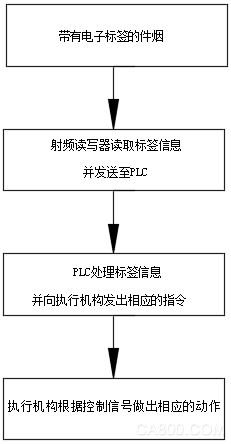
图2.1 系统流程图
该系统具有在线监控功能,通过控制计算机上是可视化界面对生产线进行实时监控,可以读写工艺参数和设备参数,还具有系统启动、停止的作用。自动控制功能,通过控制系统可以自动完成物品分拣工作,正常生产时,系统自动运行。通过上位机监控画面可以对整个系统的工作状态进行控制;生产报表统计功能,每完成一批次扫描分拣便会自动在监控画面上显示数量,在报表中显示详细信息。
3 硬件选型与设计
本系统主要通过射频识别读取信息,然后经PLC数据处理后对系统进行控制,通过上位机软件实时监控生产过程和数据整理,能够达到生产效率高、物流数据可靠、实时监测控制、系统稳定可靠故障率低。鉴于本系统以上特点选取具有可靠性高、应用成熟的西门子射频读写设备和PLC作为主要通信和控制设备。
3.1 射频设备选型
随着工业自动化的普及,RFID技术集成在更多的自动化系统中。由于西门子公司希望将所有系统集成到一起,因此利用RFID技术的集成自动化系统为企业提供了各种解决方案。本系统主要选用RF340R读写器,RF340T数据存储器(移动载体),ASM456通讯模块。
3.2 PLC选型与设计
本次设计采用西门子S7-300 CPU315-2PN/DP型PLC作为控制器。结合系统具有8个数字量输入,13个数字量输出,留有50%的I/O余量,所以选取DI_16×24VDC数字输入模块,DO_32×24VDC数字输出模块,PS-370-10A电源模块。
3.3 传送带及电动机选型
传送带预估最大载重2000kg,传送速度0.5m/s。件烟托盘与传送带的摩擦因数μ=0.2,所以传送带的牵引力应不小于最大静摩擦力:

由电动机功率计算公式可得 ,公式中P功率(kW),F牵引力(kN),v速度(m/s),η传动机械的效率一般在0.8左右,所以电动机功率为:
,公式中P功率(kW),F牵引力(kN),v速度(m/s),η传动机械的效率一般在0.8左右,所以电动机功率为:

考虑生产过程中可能会有其他负载,所以电动机选择5.5kW三项异步电动机,采用直接启动的方法。
结合件烟外形特点,传送带选择宽50cm,6条副传送带间隔1.5m。
3.4 传感器选型
在传送带运送物品时为了防止物品滑动或其他原因导致物品不能按时到达指定位置,本系统利用软件定时器结合传感器来检测物品是否存在,因此选择了反射型光电传感器。本次设计采用得到市场广泛认可的基恩士PZ-M11P 反射型光电传感器,额定电压为12 至 24 VDC ±10 %,其输出类型为PNP型,控制输出最大为24V,检测距离5-1000mm,响应时间最大为1ms。
4 软件程序设计
本次设计采用博途TIA Portal V13 软件来实现对硬件和通讯的组态,完成控制程序的编写。物流软件系统程序上主要分为两大部分,一是PLC与射频设备的数据传输交换,二是PLC对现场电动机、气缸、传感器等执行设备的控制。
4.1 PLC与ASM456通讯连接
S7-300PLC通过PROFIBUS-DP协议与射频通讯模块ASM456进行数据交换,PLC作为主站,ASM456为从站。如图4.1所示。
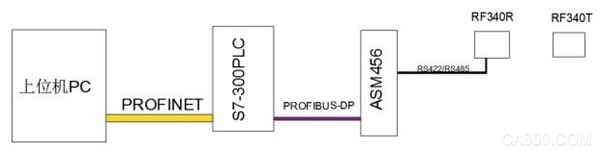
图4.1 通讯结构图
4.2 PLC控制程序
控制程序主要分为两大部分,一部分为PLC与ASM456的数据交换,另一部分为PLC控制现场执行设备,其程序流程图如图4.2所示。
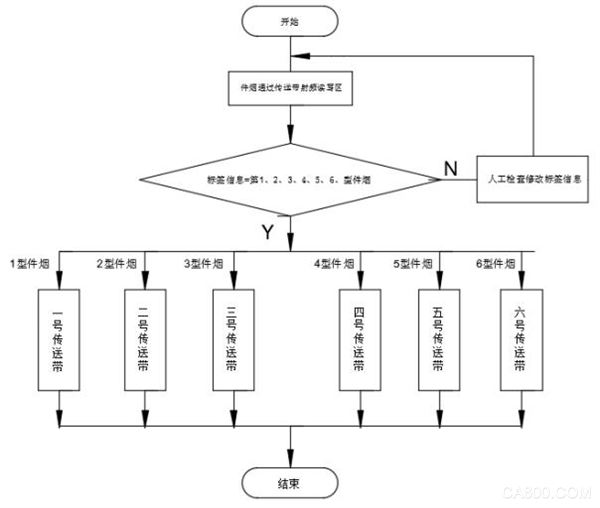
图4.2 程序流程图
(1)编写物流分拣程序,根据射频设备读取的信息与PLC预先设置的6种件烟信息进行比对筛选,并通过执行机构传送至不同的传送带,运往相应的仓库存储。预先设置的6种件烟信息分别为:“1-1型件烟:16#11”“1-2型件烟:16#12”“2-1型件烟:16#21”“2-2型件烟:16#22”“3-1型件烟:16#31”“3-2型件烟:16#32”,参见图4.3所示:
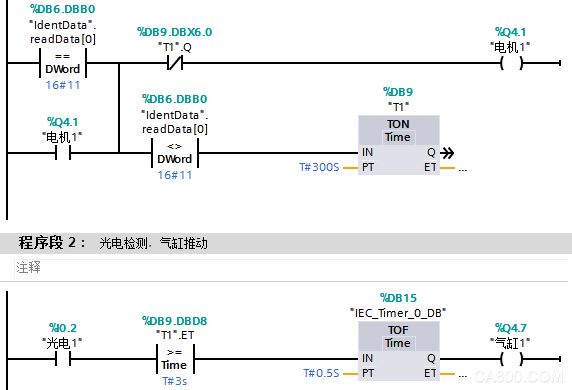
图4.3 1-1型件烟分拣程序
(2)在主程序Main[OB1]中启动系统,装载射频读写程序,启动主传送带电动机,调用分拣函数(FC2—FC7),调用射频初始化函数(FC1),参见图4.4所示:
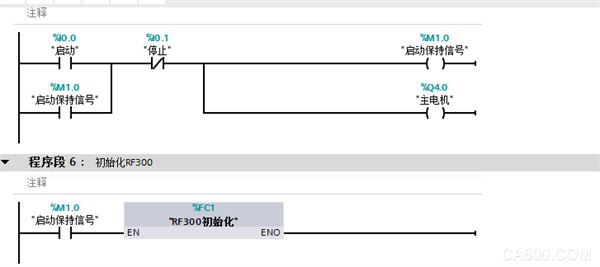
图4.4 主程序启动并调用各个函数
在启动程序后必须对射频读写程序进行初始化,通过一个上升沿信号分别传送至DB2.DBX0.0,DB2.DBX0.1,DB2.DBX0.2,DB2.DBX0.3中完成对射频设备的初始化,并在主程序中调用。参见图4.5所示:
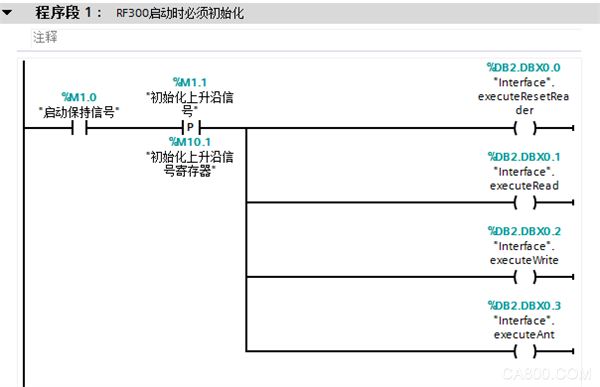
图4.5 射频读写程序初始化
5 上位机监控系统的设计
本次设计通过组态王6.55作为上位机组态监控软件。作为一种通用型组态软件它能够解决传统工业控制软件的各种问题,用户可以根据控制需求任意组态,具有良好的延续性和可扩充性,易封装性和通用型,不受行业限值。
5.1 组态王与PLC的通讯连接
组态王利用PROFINET协议实时监控PLC数据变化,并可以对PLC 进行数据修改。PROFINET是一种基于TCP/IP标准的自动化总线标准,是由国际组织在工业以太网技术的基础上提出的。
5.2 建立数据词典
组态王中数据变量应与PLC中相互对应,主要分为I/O离散型、I/O整型、I/O实型、内存实型、内存整型、内存字符串等数据类型。例如组态王为读取PLC中DB6.DBB0寄存器所建立的变量“RFID数据”,变量类型为“I/O整型”,连接设备选择“S7-300”,寄存器“DB6.00”,数据类型为“BYTE”型。
5.3 建立监控画面
监控画面分为主画面、监控画面、历史数据画面三部分。主画面具有登录保护功能,需要输入预设密码“123456”才可以进入系统,获得操作权限。监控画面可以实时监控分拣系统工作状况,通过动画效果直观展现出来,还可以查看当前射频读取的数据,如图5.1所示。历史数据画面可以查询RFID历史数据和6不种不同件烟的数据信息,如图5.2所示。
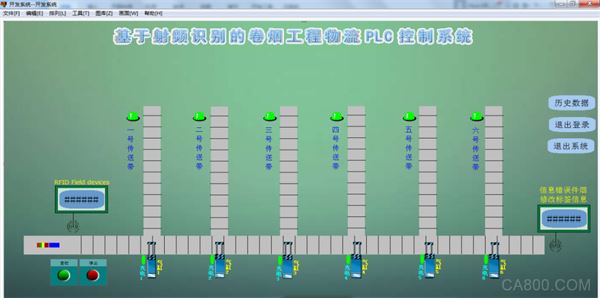
图5.1 监控画面设计

图5.2 历史数据画面设计
6 结束语
本文的设计是利用射频识别技术和PLC控制技术进行的简单自动分拣设计,可在其基础上拓展到卷烟生产的每一个环节,建立完整的烟用物资使用管理网络,从整个流程、制度和技术上进行系统规划应用。还能够拓展到其他行业,特别在流水化生产行业的应用,大大提高生产过程自动化、无人化和数据规范化,提高生产效率。