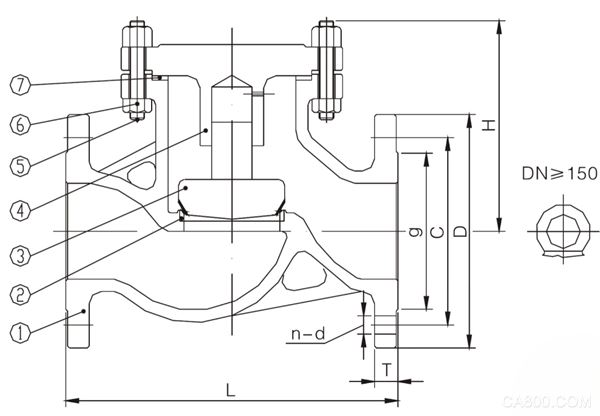
核电站阀门是控制冷却剂流动、调节系统压力与流量的关键设备,确保反应堆安全运行,类型包括闸阀、截止阀、安全阀等,需耐高温高压、防辐射。

阀门
阀芯是核电站阀门的核心部件,用于精确控制介质(如冷却剂)的流量、压力和流向,需具备耐高温、抗辐射、高密封性,确保系统安全稳定运行。

阀芯
一、电加工原理
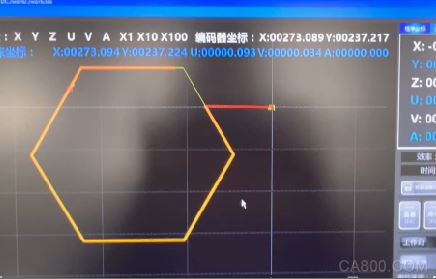
智凯中走丝机床采用电火花加工(EDM)原理,通过钼丝电极与阀芯工件间脉冲放电产生高温蚀除金属。工作液绝缘冷却并排屑,数控系统精准控制轨迹,实现核阀阀芯的高精度、低粗糙度切割,尤其适合硬质合金等难加工材料。
二、行业标准
国际标准:
ASME B16.34(设计压力等级)
ASME III-NB/NC/ND(核级阀门)
中国标准:
GB/T 12224/26480(阀门通用规范)
GB/T 34618(核电阀门技术条件)
三、电加工设备
1. 设备选择
智凯ZKH450五轴数控线切割机床

2. 设备参数
行程:有效加工行程350*450
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows7及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,五轴数控
三、加工流程
1. 前期准备
图纸分析:核对阀芯加工图纸,确认尺寸精度、表面粗糙度及公差要求。
材料选择:选用耐高温、耐腐蚀的合金钢(如17-4PH不锈钢),确保材料符合核电站工况标准。
编程与定位:根据图纸编制加工程序,设定切割路径(如多次切割策略),并校准工件装夹位置,保证基准面精度。
2. 中走丝加工
粗加工:采用较大电流和较快走丝速度切割轮廓。
精修加工:降低电流和走丝速度,分2~3次精修。
去应力处理:加工后对阀芯进行低温时效处理,消除切割残余应力。
3. 后处理与检验
清洗防锈:使用超声波清洗去除切削液残留,并涂抹防锈油。
三坐标检测:测量关键尺寸(如密封面直径、同心度)是否符合核电级标准。
出具报告:记录加工参数和检测数据,提供完整的质量认证文件。
加工过程阀芯变形的原因
1.装夹应力
夹紧力不均或过大导致弹性变形
2.切割热应力
放电局部高温引发材料热变形
3.材料内应力
毛坯残余应力在加工中释放
4.工艺参数不当
粗加工余量不足或精修次数不够
5.结构刚性差
薄壁/复杂结构易振动变形
防控措施:
分阶段释放应力(粗加工后时效处理)
优化夹持方案(如软爪/真空吸盘)
采用小能量多刀精修工艺
以下是关于核电站阀门阀芯及关键零件在中走丝线切割技术中的应用说明,希望对您有所帮助!如果您还想了解更多关于:核级阀芯的高精度加工方案(如密封面、导向槽的微米级加工)、耐高温合金/抗辐射材料的切割工艺优化(如哈氏合金、316LN不锈钢)、核电阀门的应力控制与变形预防(含时效处理与矫形工艺)、中走丝机床的核工业适配性选型(含防污染与抗震要求)。欢迎关注我们,或直接私信咨询!【智凯数控】核电装备技术团队将为您提供专业支持,助力核级零件可靠性与寿命提升!